>> P.37
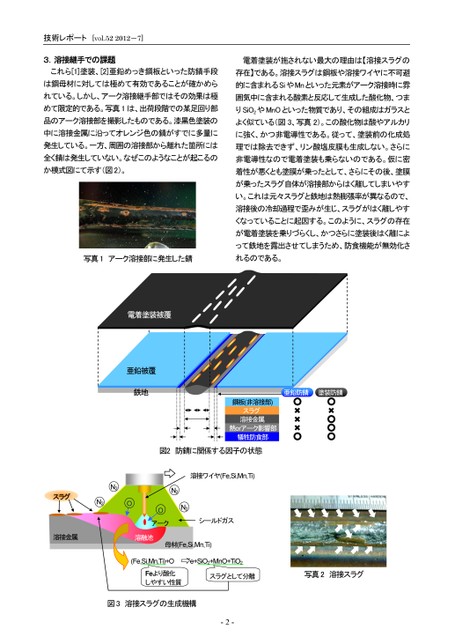
技術レポート[vol.522012-7]3.溶接継手での課題電着塗装が施されない最大の理由は【溶接スラグのこれら[1]塗装、[2]亜鉛めっき鋼板といった防錆手段存在】である。溶接スラグは鋼板や溶接ワイヤに不可避は鋼母材に対しては極めて有効であることが確かめら的に含まれるSiやMnといった元素がアーク溶接時に雰れている。しかし、アーク溶接継手部ではその効果は極囲気中に含まれる酸素と反応して生成した酸化物、つまめて限定的である。写真1は、出荷段階での某足回り部品のアーク溶接部を撮影したものである。漆黒色塗装のりSiO2やMnOといった物質であり、その組成はガラスとよく似ている(図3、写真2)。この酸化物は酸やアルカリ中に溶接金属に沿ってオレンジ色の錆がすでに多量にに強く、かつ非電導性である。従って、塗装前の化成処発生している。一方、周囲の溶接部から離れた箇所には理では除去できず、リン酸塩皮膜も生成しない。さらに全く錆は発生していない。なぜこのようなことが起こるの非電導性なので電着塗装も乗らないのである。仮に密か模式図にて示す(図2)。着性が悪くとも塗膜が乗ったとして、さらにその後、塗膜が乗ったスラグ自体が溶接部からはく離してしまいやすい。これは元々スラグと鉄地は熱膨張率が異なるので、溶接後の冷却過程で歪みが生じ、スラグがはく離しやすくなっていることに起因する。このように、スラグの存在が電着塗装を乗りづらくし、かつさらに塗装後はく離によって鉄地を露出させてしまうため、防食機能が無効化さ写真1アーク溶接部に発生した錆れるのである。スラグ溶接金属電着塗装被覆亜鉛被覆鉄地亜鉛防錆塗装防錆鋼板(非溶接部)スラグ溶接金属熱orアーク影響部犠牲防食部図2防錆に関係する因子の状態溶接ワイヤ(Fe,Si,Mn,Ti)N2N2ON2N2Oアークシールドガス溶融池母材(Fe,Si,Mn,Ti)(Fe,Si,Mn,Ti)+OFeより酸化しやすい性質Fe+SiO2+MnO+TiO2スラグとして分離写真2溶接スラグ図3溶接スラグの生成機構-2-
 | <
| <  |
|  > |
> |  >>
>>