>> P.38
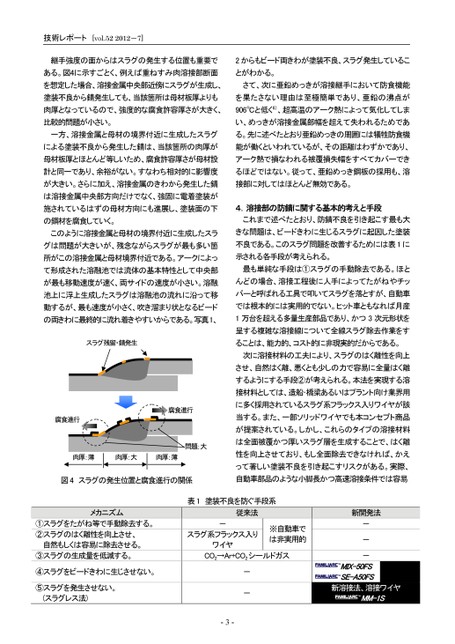
技術レポート[vol.522012-7]継手強度の面からはスラグの発生する位置も重要で2からもビード両きわが塗装不良、スラグ発生しているこある。図4に示すごとく、例えば重ねすみ肉溶接部断面とがわかる。を想定した場合、溶接金属中央部近傍にスラグが生成し、さて、次に亜鉛めっきが溶接継手において防食機能塗装不良から錆発生しても、当該箇所は母材板厚よりもを果たさない理由は至極簡単であり、亜鉛の沸点が肉厚となっているので、強度的な腐食許容厚さが大きく、906℃と低く6)、超高温のアーク熱によって気化してしま比較的問題が小さい。い、めっきが溶接金属部幅を超えて失われるためであ一方、溶接金属と母材の境界付近に生成したスラグる。先に述べたとおり亜鉛めっきの周囲には犠牲防食機による塗装不良から発生した錆は、当該箇所の肉厚が能が働くといわれているが、その距離はわずかであり、母材板厚とほとんど等しいため、腐食許容厚さが母材設アーク熱で損なわれる被覆損失幅をすべてカバーでき計と同一であり、余裕がない。すなわち相対的に影響度るほどではない。従って、亜鉛めっき鋼板の採用も、溶が大きい。さらに加え、溶接金属のきわから発生した錆接部に対してはほとんど無効である。は溶接金属中央部方向だけでなく、強固に電着塗装が施されているはずの母材方向にも進展し、塗装面の下4.溶接部の防錆に関する基本的考えと手段の鋼材を腐食していく。これまで述べたとおり、防錆不良を引き起こす最も大このように溶接金属と母材の境界付近に生成したスラきな問題は、ビードきわに生じるスラグに起因した塗装グは問題が大きいが、残念ながらスラグが最も多い箇不良である。このスラグ問題を改善するためには表1に所がこの溶接金属と母材境界付近である。アークによっ示される各手段が考えられる。て形成された溶融池では流体の基本特性として中央部最も単純な手段は①スラグの手動除去である。ほとが最も移動速度が速く、両サイドの速度が小さい。溶融んどの場合、溶接工程後に人手によってたがねやチッ池上に浮上生成したスラグは溶融池の流れに沿って移パーと呼ばれる工具で叩いてスラグを落とすが、自動車動するが、最も速度が小さく、吹き溜まり状となるビードでは根本的には実用的でない。ヒット車ともなれば月産の両きわに最終的に流れ着きやすいからである。写真1、1万台を超える多量生産部品であり、かつ3次元形状をスラグ残留・錆発生腐食進行腐食進行問題;大肉厚:薄肉厚:大肉厚:薄図4スラグの発生位置と腐食進行の関係呈する複雑な溶接線について全線スラグ除去作業をすることは、能力的、コスト的に非現実的だからである。次に溶接材料の工夫により、スラグのはく離性を向上させ、自然はく離、悪くとも少しの力で容易に全量はく離するようにする手段②が考えられる。本法を実現する溶接材料としては、造船・橋梁あるいはプラント向け業界用に多く採用されているスラグ系フラックス入りワイヤが該当する。また、一部ソリッドワイヤでも本コンセプト商品が提案されている。しかし、これらのタイプの溶接材料は全面被覆かつ厚いスラグ層を生成することで、はく離性を向上させており、もし全面除去できなければ、かえって著しい塗装不良を引き起こすリスクがある。実際、自動車部品のような小脚長かつ高速溶接条件では容易---3-新開発法---新溶接法、溶接ワイヤMM-1SIMX-50FSSE-A50FSメカニズム①スラグをたがね等で手動除去する。②スラグのはく離性を向上させ、自然もしくは容易に除去させる。表1塗装不良を防ぐ手段系従来法スラグ系フラックス入り-ワイヤ※自動車では非実用的③スラグの生成量を低減する。CO2→Ar+CO2シールドガス④スラグをビードきわに生じさせない。⑤スラグを発生させない。(スラグレス法)
 | <
| <  |
|  > |
> |  >>
>>