>> P.39
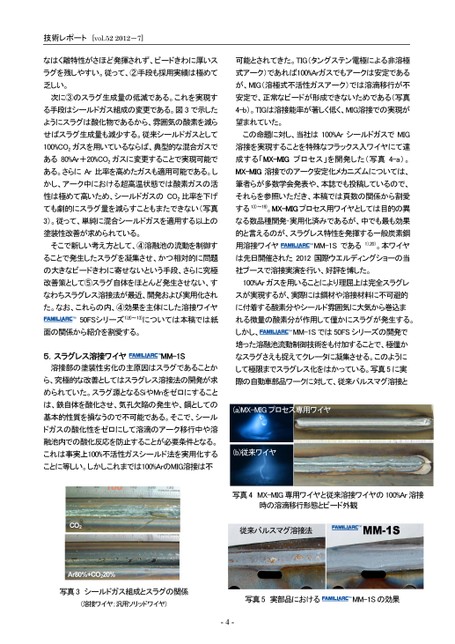
技術レポート[vol.522012-7]なはく離特性がさほど発揮されず、ビードきわに厚いス可能とされてきた。TIG(タングステン電極による非溶極ラグを残しやすい。従って、②手段も採用実績は極めて式アーク)であれば100%Arガスでもアークは安定である乏しい。が、MIG(溶極式不活性ガスアーク)では溶滴移行が不次に③のスラグ生成量の低減である。これを実現す安定で、正常なビードが形成できないためである(写真る手段はシールドガス組成の変更である。図3で示した4-b)。TIGは溶接能率が著しく低く、MIG溶接での実現がようにスラグは酸化物であるから、雰囲気の酸素を減ら望まれていた。せばスラグ生成量も減少する。従来シールドガスとしてこの命題に対し、当社は100%ArシールドガスでMIG100%CO2ガスを用いているならば、典型的な混合ガスで溶接を実現することを特殊なフラックス入ワイヤにて達ある80%Ar+20%CO2ガスに変更することで実現可能で成する「MX-MIGプロセス」を開発した(写真4-a)。ある。さらにAr比率を高めたガスも適用可能である。しMX-MIG溶接でのアーク安定化メカニズムについては、かし、アーク中における超高温状態では酸素ガスの活筆者らが多数学会発表や、本誌でも投稿しているので、性は極めて高いため、シールドガスのCO2比率を下げそれらを参照いただき、本稿では頁数の関係から割愛ても劇的にスラグ量を減らすこともまたできない(写真する13)~19)。MX-MIGプロセス用ワイヤとしては目的の異3)。従って、単純に混合シールドガスを適用する以上のなる数品種開発・実用化済みであるが、中でも最も効果塗装性改善が求められている。的と言えるのが、スラグレス特性を発揮する一般炭素鋼そこで新しい考え方として、④溶融池の流動を制御す用溶接ワイヤMM-1Sである1),0)。本ワイヤることで発生したスラグを凝集させ、かつ相対的に問題は先日開催された2012国際ウエルディングショーの当の大きなビードきわに寄せないという手段、さらに究極社ブースで溶接実演を行い、好評を博した。改善策として⑤スラグ自体をほとんど発生させない、す100%Arガスを用いることにより理屈上は完全スラグレなわちスラグレス溶接法が最近、開発および実用化されスが実現するが、実際には鋼材や溶接材料に不可避的た。なお、これらの内、④効果を主体にした溶接ワイヤに付着する酸素分やシールド雰囲気に大気から巻込ま50FSシリーズ1),8)~13)については本稿では紙れる微量の酸素分が作用して僅かにスラグが発生する。面の関係から紹介を割愛する。しかし、MM-1Sでは50FSシリーズの開発で培った溶融池流動制御技術をも付加することで、極僅か5.スラグレス溶接ワイヤMM-1Sなスラグさえも捉えてクレータに凝集させる。このように溶接部の塗装性劣化の主原因はスラグであることかして極限までスラグレス化をはかっている。写真5に実ら、究極的な改善としてはスラグレス溶接法の開発が求際の自動車部品ワークに対して、従来パルスマグ溶接とめられていた。スラグ源となるSiやMnをゼロにすることは、鉄自体を酸化させ、気孔欠陥の発生や、鋼としての基本的性質を損なうので不可能である。そこで、シールドガスの酸化性をゼロにして溶滴のアーク移行中や溶融池内での酸化反応を防止することが必要条件となる。(a)MX-MIGプロセス専用ワイヤこれは事実上100%不活性ガスシールド法を実用化する(b)従来ワイヤことに等しい。しかしこれまでは100%ArのMIG溶接は不CO2Ar80%+CO220%写真4MX-MIG専用ワイヤと従来溶接ワイヤの100%Ar溶接時の溶滴移行形態とビード外観従来パルスマグ溶接法写真3シールドガス組成とスラグの関係(溶接ワイヤ;汎用ソリッドワイヤ)写真5実部品におけるMM-1Sの効果-4-
 | <
| <  |
|  > |
> |  >>
>>