>> P.48
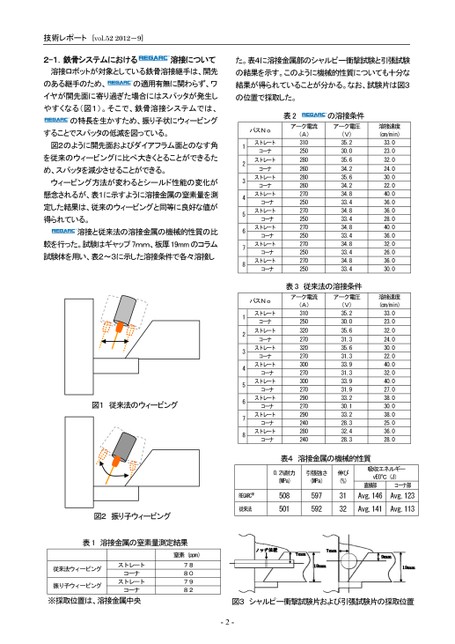
技術レポート[vol.522012-9]2-1.鉄骨システムにおける溶接についてた。表4に溶接金属部のシャルピー衝撃試験と引張試験溶接ロボットが対象としている鉄骨溶接継手は、開先の結果を示す。このように機械的性質についても十分なのある継手のため、の適用有無に関わらず、ワ結果が得られていることが分かる。なお、試験片は図3イヤが開先面に寄り過ぎた場合にはスパッタが発生しの位置で採取した。やすくなる(図1)。そこで、鉄骨溶接システムでは、の特長を生かすため、振り子状にウィービングすることでスパッタの低減を図っている。図2のように開先面およびダイアフラム面とのなす角を従来のウィービングに比べ大きくとることができるため、スパッタを減少させることができる。ウィービング方法が変わるとシールド性能の変化が懸念されるが、表1に示すように溶接金属の窒素量を測定した結果は、従来のウィービングと同等に良好な値が得られている。溶接と従来法の溶接金属の機械的性質の比較を行った。試験はギャップ7mm、板厚19mmのコラム試験体を用い、表2~3に示した溶接条件で各々溶接し図1従来法のウィービング図2振り子ウィービング表1溶接金属の窒素量測定結果窒素(ppm)従来法ウィービング振り子ウィービング※採取位置は、溶接金属中央ストレートコーナストレートコーナ788079821234567812345678表2の溶接条件アーク電流アーク電圧(A)310250280260280260270250270250270250270250270250(V)35.230.035.634.235.634.234.833.434.833.434.833.434.833.434.833.4表3従来法の溶接条件アーク電流アーク電圧(A)310250320270320270300270300270290270290240280240(V)35.230.035.631.335.631.333.931.333.931.933.230.133.228.332.428.3パスNoストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナパスNoストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナストレートコーナ溶接速度(cm/min)33.023.032.024.030.022.040.036.036.028.040.036.032.026.036.030.0溶接速度(cm/min)33.023.032.024.030.022.040.032.040.027.038.030.038.025.036.028.0表4溶接金属の機械的性質0.2%耐力引張強さ伸び(MPa)(MPa)(%)吸収エネルギーvE0℃(J)直線部コーナ部31Avg.146Avg.12332Avg.141Avg.113597592REGARCTM従来法508501図3シャルピー衝撃試験片および引張試験片の採取位置-2-
 | <
| <  |
|  > |
> |  >>
>>