>> P.50
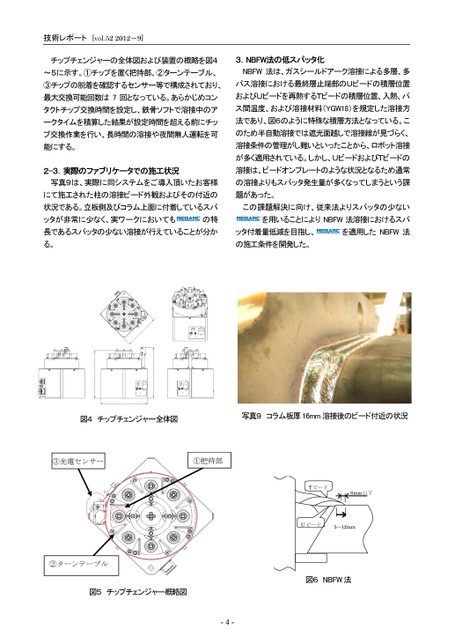
技術レポート[vol.522012-9]チップチェンジャーの全体図および装置の概略を図43.NBFW法の低スパッタ化~5に示す。①チップを置く把持部、②ターンテーブル、NBFW法は、ガスシールドアーク溶接による多層、多③チップの脱着を確認するセンサー等で構成されており、パス溶接における最終層止端部のUビードの積層位置最大交換可能回数は7回となっている。あらかじめコンおよびUビードを再熱するTビードの積層位置、入熱、パタクトチップ交換時間を設定し、鉄骨ソフトで溶接中のアス間温度、および溶接材料(YGW18)を規定した溶接方ークタイムを積算した結果が設定時間を超える前にチッ法であり、図6のように特殊な積層方法となっている。こプ交換作業を行い、長時間の溶接や夜間無人運転を可のため半自動溶接では遮光面越しで溶接線が見づらく、能にする。溶接条件の管理がし難いといったことから、ロボット溶接が多く適用されている。しかし、UビードおよびTビードの2-3.実際のファブリケータでの施工状況溶接は、ビードオンプレートのような状況となるため通常写真9は、実際に同システムをご導入頂いたお客様の溶接よりもスパッタ発生量が多くなってしまうという課にて施工された柱の溶接ビード外観およびその付近の題があった。状況である。立板側及びコラム上面に付着しているスパこの課題解決に向け、従来法よりスパッタの少ないッタが非常に少なく、実ワークにおいてもの特を用いることによりNBFW法溶接におけるスパ長であるスパッタの少ない溶接が行えていることが分かッタ付着量低減を目指し、を適用したNBFW法る。の施工条件を開発した。図4チップチェンジャー全体図写真9コラム板厚16mm溶接後のビード付近の状況③光電センサー①把持部②ターンテーブル図5チップチェンジャー概略図-4-Tビード8mm以下Uビード5~12mm図6NBFW法
 | <
| <  |
|  > |
> |  >>
>>