>> P.53
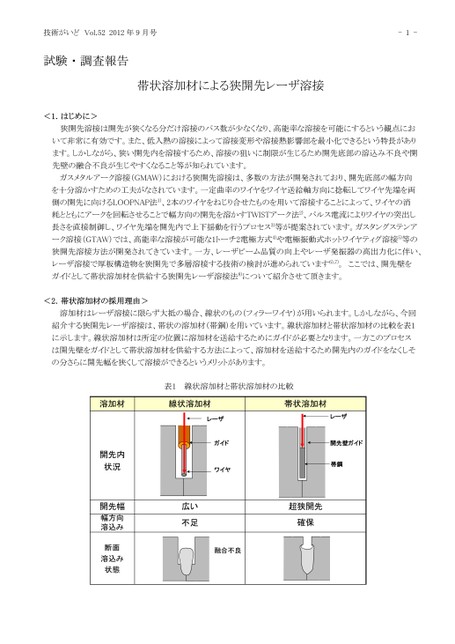
技術がいどVol.522012年9月号試験・調査報告-1-狭開先溶接は開先が狭くなる分だけ溶接のパス数が少なくなり、高能率な溶接を可能にするという観点において非常に有効です。また、低入熱の溶接によって溶接変形や溶接熱影響部を最小化できるという特長があります。しかしながら、狭い開先内を溶接するため、溶接の狙いに制限が生じるため開先底部の溶込み不良や開先壁の融合不良が生じやすくなること等が知られています。ガスメタルアーク溶接(GMAW)における狭開先溶接は、多数の方法が開発されており、開先底部の幅方向を十分溶かすための工夫がなされています。一定曲率のワイヤをワイヤ送給軸方向に捻転してワイヤ先端を両側の開先に向けるLOOPNAP法1)、2本のワイヤをねじり合せたものを用いて溶接することによって、ワイヤの消耗とともにアークを回転させることで幅方向の開先を溶かすTWISTアーク法2)、パルス電流によりワイヤの突出し長さを直接制御し、ワイヤ先端を開先内で上下揺動を行うプロセス3)等が提案されています。ガスタングステンアーク溶接(GTAW)では、高能率な溶接が可能な1トーチ2電極方式4)や電極振動式ホットワイヤティグ溶接5)等の狭開先溶接方法が開発されてきています。一方、レーザビーム品質の向上やレーザ発振器の高出力化に伴い、レーザ溶接で厚板構造物を狭開先で多層溶接する技術の検討が進められています6),7)。ここでは、開先壁をガイドとして帯状溶加材を供給する狭開先レーザ溶接法8)について紹介させて頂きます。<2.帯状溶加材の採用理由>溶加材はレーザ溶接に限らず大抵の場合、線状のもの(フィラーワイヤ)が用いられます。しかしながら、今回紹介する狭開先レーザ溶接は、帯状の溶加材(帯鋼)を用いています。線状溶加材と帯状溶加材の比較を表1に示します。線状溶加材は所定の位置に溶加材を送給するためにガイドが必要となります。一方このプロセスは開先壁をガイドとして帯状溶加材を供給する方法によって、溶加材を送給するため開先内のガイドをなくしその分さらに開先幅を狭くして溶接ができるというメリットがあります。帯状溶加材による狭開先レーザ溶接1.はじめに><表1線状溶加材と帯状溶加材の比較溶加材線状溶加材帯状溶加材開先内状況開先幅幅方向溶込み断面溶込み状態レーザガイドワイヤ広い不足超狭開先確保融合不良レーザ開先壁ガイド帯鋼
 | <
| <  |
|  > |
> |  >>
>>