>> P.54
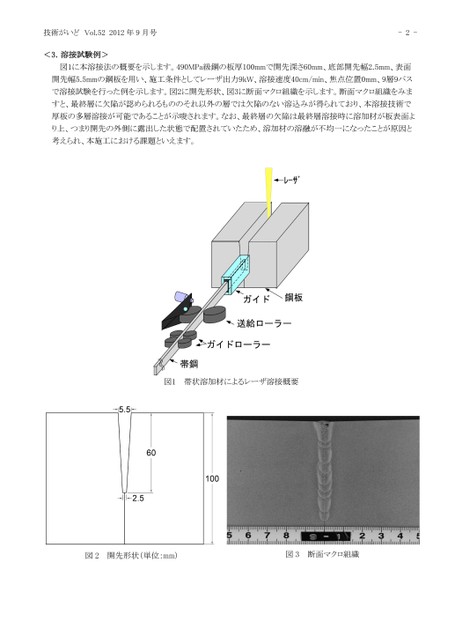
技術がいどVol.522012年9月号<3.溶接試験例>-2-図1に本溶接法の概要を示します。490MPa級鋼の板厚100mmで開先深さ60mm、底部開先幅2.5mm、表面開先幅5.5mmの鋼板を用い、施工条件としてレーザ出力9kW、溶接速度40cm/min、焦点位置0mm、9層9パスで溶接試験を行った例を示します。図2に開先形状、図3に断面マクロ組織を示します。断面マクロ組織をみますと、最終層に欠陥が認められるもののそれ以外の層では欠陥のない溶込みが得られており、本溶接技術で厚板の多層溶接が可能であることが示唆されます。なお、最終層の欠陥は最終層溶接時に溶加材が板表面より上、つまり開先の外側に露出した状態で配置されていたため、溶加材の溶融が不均一になったことが原因と考えられ、本施工における課題といえます。図1帯状溶加材によるレーザ溶接概要図2開先形状(単位:mm)図3断面マクロ組織
 | <
| <  |
|  > |
> |  >>
>>