>> P.55
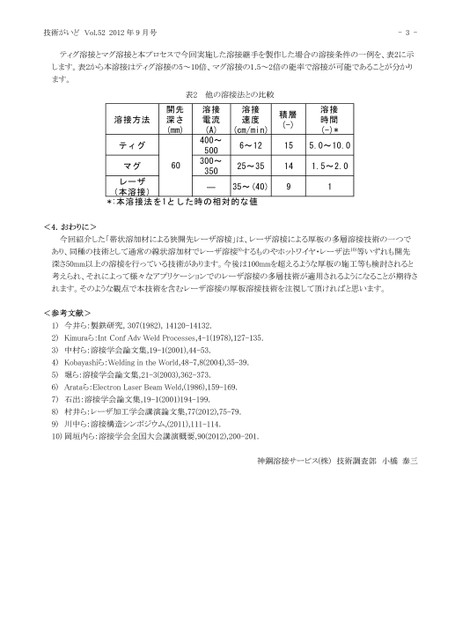
技術がいどVol.522012年9月号-3-ティグ溶接とマグ溶接と本プロセスで今回実施した溶接継手を製作した場合の溶接条件の一例を、表2に示します。表2から本溶接はティグ溶接の5~10倍、マグ溶接の1.5~2倍の能率で溶接が可能であることが分かります。表2他の溶接法との比較開先深さ(mm)60溶接電流(A)400~500300~3506~1225~35溶接方法ティグマグレーザ溶接速度(cm/min)積層(-)溶接時間(-)*151495.0~10.01.5~2.01(本溶接)*:本溶接法を1とした時の相対的な値―35~(40)<4.おわりに>今回紹介した「帯状溶加材による狭開先レーザ溶接」は、レーザ溶接による厚板の多層溶接技術の一つであり、同種の技術として通常の線状溶加材でレーザ溶接9)するものやホットワイヤ・レーザ法10)等いずれも開先深さ50mm以上の溶接を行っている技術があります。今後は100mmを超えるような厚板の施工等も検討されると考えられ、それによって様々なアプリケーションでのレーザ溶接の多層技術が適用されるようになることが期待されます。そのような観点で本技術を含むレーザ溶接の厚板溶接技術を注視して頂ければと思います。<参考文献>1)今井ら:製鉄研究,307(1982),14120-14132.2)Kimuraら:IntConfAdvWeldProcesses,4-1(1978),127-135.3)中村ら:溶接学会論文集,19-1(2001),44-53.4)Kobayashiら:WeldingintheWorld,48-7,8(2004),35-39.5)堀ら:溶接学会論文集,21-3(2003),362-373.6)Arataら:ElectronLaserBeamWeld,(1986),159-169.7)石出:溶接学会論文集,19-1(2001)194-199.8)村井ら:レーザ加工学会講演論文集,77(2012),75-79.9)川中ら:溶接構造シンポジウム,(2011),111-114.10)岡垣内ら:溶接学会全国大会講演概要,90(2012),200-201.神鋼溶接サービス(株)技術調査部小橋泰三
 | <
| <  |
|  > |
> |  >>
>>