>> P.59
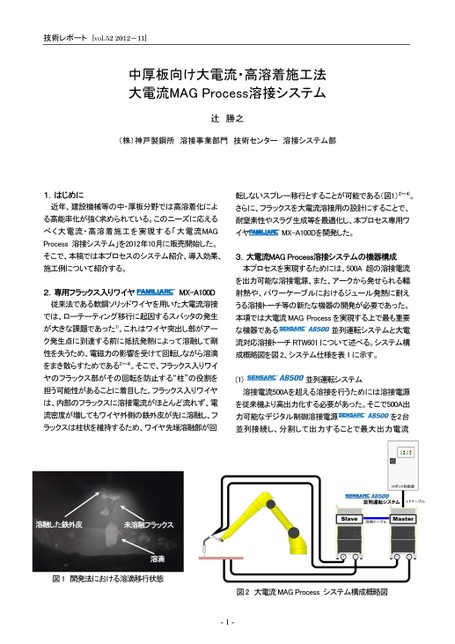
1.はじめに転しないスプレー移行とすることが可能である(図1)2)~4)。近年、建設機械等の中・厚板分野では高溶着化によさらに、フラックスを大電流溶接用の設計にすることで、る高能率化が強く求められている。このニーズに応える耐窒素性やスラグ生成等を最適化し、本プロセス専用ワべく大電流・高溶着施工を実現する「大電流MAGProcess溶接システム」を2012年10月に販売開始した。イヤMX-A100Dを開発した。そこで、本稿では本プロセスのシステム紹介、導入効果、3.大電流MAGProcess溶接システムの機器構成施工例について紹介する。2.専用フラックス入りワイヤ本プロセスを実現するためには、500A超の溶接電流を出力可能な溶接電源、また、アークから発せられる輻MX-A100D射熱や、パワーケーブルにおけるジュール発熱に耐え従来法である軟鋼ソリッドワイヤを用いた大電流溶接うる溶接トーチ等の新たな機器の開発が必要であった。では、ローテーティング移行に起因するスパッタの発生本項では大電流MAGProcessを実現する上で最も重要が大きな課題であった1)。これはワイヤ突出し部がアーな機器である並列運転システムと大電ク発生点に到達する前に抵抗発熱によって溶融して剛流対応溶接トーチRTW601について述べる。システム構性を失うため、電磁力の影響を受けて回転しながら溶滴成概略図を図2、システム仕様を表1に示す。をまき散らすためである2)~4)。そこで、フラックス入りワイヤのフラックス部がその回転を防止する“柱”の役割を(1)並列運転システム担う可能性があることに着目した。フラックス入りワイヤ溶接電流500Aを超える溶接を行うためには溶接電源は、内部のフラックスに溶接電流がほとんど流れず、電を従来機より高出力化する必要があった。そこで500A出流密度が増してもワイヤ外側の鉄外皮が先に溶融し、フ力可能なデジタル制御溶接電源を2台ラックスは柱状を維持するため、ワイヤ先端溶融部が回並列接続し、分割して出力することで最大出力電流溶融した鉄外皮未溶融フラックス溶滴図1開発法における溶滴移行状態図2大電流MAGProcessシステム構成概略図-1-(株)神戸製鋼所溶接事業部門技術センター溶接システム部技術レポート[vol.522012-11]中厚板向け大電流・高溶着施工法大電流MAGProcess溶接システム辻勝之
 | <
| <  |
|  > |
> |  >>
>>