>> P.61
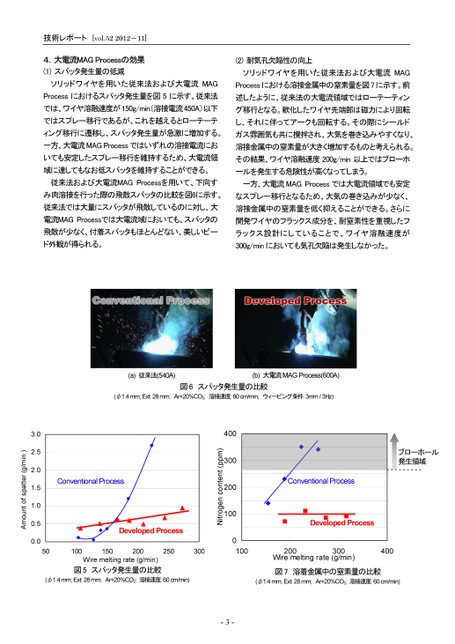
技術レポート[vol.522012-11]4.大電流MAGProcessの効果(1)スパッタ発生量の低減(2)耐気孔欠陥性の向上ソリッドワイヤを用いた従来法および大電流MAGソリッドワイヤを用いた従来法および大電流MAGProcessにおける溶接金属中の窒素量を図7に示す。前Processにおけるスパッタ発生量を図5に示す。従来法述したように、従来法の大電流領域ではローテーティンでは、ワイヤ溶融速度が150g/min(溶接電流450A)以下グ移行となる。軟化したワイヤ先端部は磁力により回転ではスプレー移行であるが、これを越えるとローテーテし、それに伴ってアークも回転する。その際にシールドィング移行に遷移し、スパッタ発生量が急激に増加する。ガス雰囲気も共に攪拌され、大気を巻き込みやすくなり、一方、大電流MAGProcessではいずれの溶接電流にお溶接金属中の窒素量が大きく増加するものと考えられる。いても安定したスプレー移行を維持するため、大電流領その結果、ワイヤ溶融速度200g/min以上ではブローホ域に達してもなお低スパッタを維持することができる。ールを発生する危険性が高くなってしまう。従来法および大電流MAGProcessを用いて、下向す一方、大電流MAGProcessでは大電流領域でも安定み肉溶接を行った際の飛散スパッタの比較を図6に示す。なスプレー移行となるため、大気の巻き込みが少なく、従来法では大量にスパッタが飛散しているのに対し、大溶接金属中の窒素量を低く抑えることができる。さらに電流MAGProcessでは大電流域においても、スパッタの開発ワイヤのフラックス成分を、耐窒素性を重視したフ飛散が少なく、付着スパッタもほとんどない、美しいビーラックス設計にしていることで、ワイヤ溶融速度がド外観が得られる。300g/minにおいても気孔欠陥は発生しなかった。(a)従来法(540A)(b)大電流MAGProcess(600A)(φ1.4mm;Ext:28mm;Ar+20%CO2;溶接速度:60cm/min;ウィービング条件:3mm/3Hz)図6スパッタ発生量の比較ブローホール発生領域ConventionalProcessDevelopedProcess200Wiremeltingrate(g/min300400.))図7溶着金属中の窒素量の比較(φ1.4mm;Ext:28mm;Ar+20%CO2;溶接速度:60cm/min)400300200100Nitrogencontent(ppm)0100-3-ConventionalProcessDevelopedProcess100150200Wiremeltingrate(g/min).)250300図5スパッタ発生量の比較(φ1.4mm;Ext:28mm;Ar+20%CO2;溶接速度:60cm/min)3.02.52.01.51.00.50.0Amountofspatter(g/min.)50
 | <
| <  |
|  > |
> |  >>
>>