>> P.71
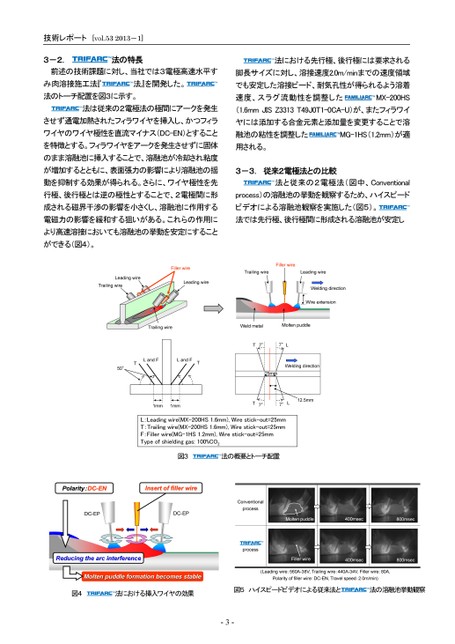
技術レポート[vol.532013-1]3-2.法の特長法における先行極、後行極には要求される前述の技術課題に対し、当社では3電極高速水平す脚長サイズに対し、溶接速度2.0m/minまでの速度領域み肉溶接施工法『法』を開発した。法のトーチ配置を図3に示す。でも安定した溶接ビード、耐気孔性が得られるよう溶着速度、スラグ流動性を調整したMX-200HS法は従来の2電極法の極間にアークを発生(1.6mmJISZ3313T49J0T1-0CA-U)が、またフィラワイさせず通電加熱されたフィラワイヤを挿入し、かつフィラヤには添加する合金元素と添加量を変更することで溶ワイヤのワイヤ極性を直流マイナス(DC-EN)とすること融池の粘性を調整したMG-1HS(1.2mm)が適を特徴とする。フィラワイヤをアークを発生させずに固体のまま溶融池に挿入することで、溶融池が冷却され粘度用される。が増加するとともに、表面張力の影響により溶融池の揺3-3.従来2電極法との比較動を抑制する効果が得られる。さらに、ワイヤ極性を先法と従来の2電極法(図中、Conventional行極、後行極とは逆の極性とすることで、2電極間に形process)の溶融池の挙動を観察するため、ハイスピード成される磁界干渉の影響を小さくし、溶融池に作用するビデオによる溶融池観察を実施した(図5)。電磁力の影響を緩和する狙いがある。これらの作用に法では先行極、後行極間に形成される溶融池が安定しより高速溶接においても溶融池の挙動を安定にすることができる(図4)。LeadingwireTrailingwireFillerwirelLeadingwireTrailingwireLandFTLandFT50°1mm1mmTrailingwireFillerwireFlrreLeadingwireWeldmetalWeldingdirectionWireextensionMoltenpuddleT7°7°LWeldingdirection25mmT7°L7°12.5mmL:Leadingwire(MX-200HS1.6mm),Wirestick-out=25mmT:Trailingwire(MX-200HS1.6mm),Wirestick-out=25mmF:Fillerwire(MG-1HS1.2mm),Wirestick-out=25mmTypeofshieldinggas:100%CO2図3法の概要とトーチ配置Polarity:DC--ENInsertInsertoffillerwireoffillerwireDC-EPDC-EPReducingthearcinterferenceeuchcencMoltenpuddleMdeformationbecomesstablermeostble図4法における挿入ワイヤの効果ConventionalprocessTRIFARCprocessMoltenpuddle400msecFillerwire400msec800msec800msec(Leadingwire:560A-38V,Trailingwire:440A-34V,Fillerwire:80A,Polarityoffillerwire:DC-EN,Travelspeed:2.0m/min)図5ハイスピードビデオによる従来法と法の溶融池挙動観察-3-
 | <
| <  |
|  > |
> |  >>
>>