>> P.72
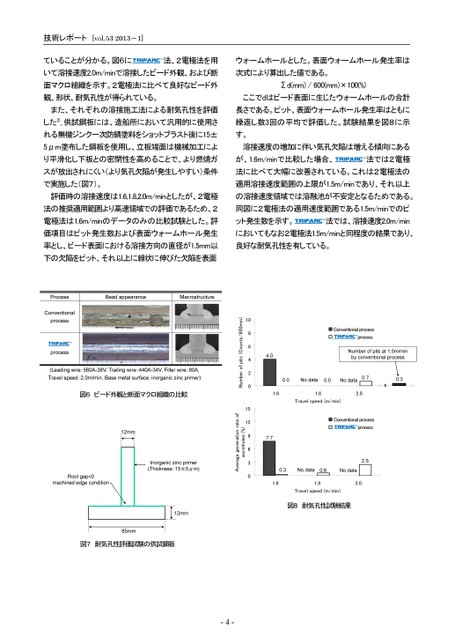
技術レポート[vol.532013-1]ていることが分かる。図6に法、2電極法を用ウォームホールとした。表面ウォームホール発生率はいて溶接速度2.0m/minで溶接したビード外観、および断次式により算出した値である。面マクロ組織を示す。2電極法に比べて良好なビード外Σd(mm)/600(mm)×100(%)観、形状、耐気孔性が得られている。ここでdはビード表面に生じたウォームホールの合計また、それぞれの溶接施工法による耐気孔性を評価長さである。ピット、表面ウォームホール発生率はともにした2)。供試鋼板には、造船所において汎用的に使用さ繰返し数3回の平均で評価した。試験結果を図8に示れる無機ジンク一次防錆塗料をショットブラスト後に15±す。5μm塗布した鋼板を使用し、立板端面は機械加工によ溶接速度の増加に伴い気孔欠陥は増える傾向にあるり平滑化し下板との密閉性を高めることで、より燃焼ガが、1.6m/minで比較した場合、法では2電極スが放出されにくい(より気孔欠陥が発生しやすい)条件法に比べて大幅に改善されている。これは2電極法ので実施した(図7)。適用溶接速度範囲の上限が1.5m/minであり、それ以上評価時の溶接速度は1.6,1.8,2.0m/minとしたが、2電極の溶接速度領域では溶融池が不安定となるためである。法の推奨適用範囲より高速領域での評価であるため、2同図に2電極法の適用速度範囲である1.5m/minでのピ電極法は1.6m/minのデータのみの比較試験とした。評ット発生数を示す。法では、溶接速度2.0m/min価項目はピット発生数および表面ウォームホール発生においてもなお2電極法1.5m/minと同程度の結果であり、率とし、ビード表面における溶接方向の直径が1.5mm以良好な耐気孔性を有している。ConventionalprocessonventinalpocessprocessTRIFARCpoces4.0Numberofpitsat1.5m/minbyconventionalprocess0.0Nodata0.0Nodata0.70.31.61.82.0Travelspeed(m/min)ConventionalprocessonvenionalessprocessTRIFARCpocess7.72.50.3Nodata0.6Nodata1.61.82.0Travelspeed(m/min)図8耐気孔性試験結果108642015129630wormholes(%)Numberofpits(Counts/600mm)下の欠陥をピット、それ以上に線状に伸びた欠陥を表面ProcessConventionalprocessTRIFARCprocessBeadappearanceMacrostructure(Leadingwire:560A-38V,Trailingwire:440A-34V,Fillerwire:80A,Travelspeed:2.0m/min,Basemetalsurface:inorganiczincprimer)-4-Averagegenerationrateof12mmInorganiczincprimer(Thickness:15±5μm)図6ビード外観と断面マクロ組織の比較Rootgap=0machinededgecondition12mm85mm図7耐気孔性評価試験の供試鋼板
 | <
| <  |
|  > |
> |  >>
>>