>> P.73
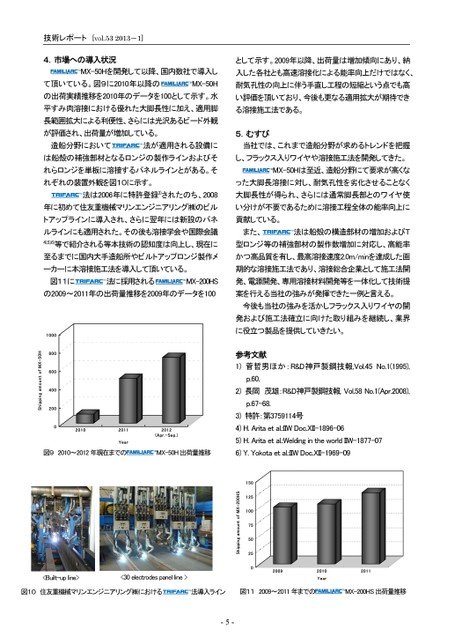
技術レポート[vol.532013-1]4.市場への導入状況として示す。2009年以降、出荷量は増加傾向にあり、納MX-50Hを開発して以降、国内数社で導入し入した各社とも高速溶接化による能率向上だけではなく、て頂いている。図9に2010年以降のMX-50H耐気孔性の向上に伴う手直し工程の短縮という点でも高の出荷実績推移を2010年のデータを100として示す。水い評価を頂いており、今後も更なる適用拡大が期待でき平すみ肉溶接における優れた大脚長性に加え、適用脚る溶接施工法である。長範囲拡大による利便性、さらには光沢あるビード外観が評価され、出荷量が増加している。5.むすび造船分野において法が適用される設備に当社では、これまで造船分野が求めるトレンドを把握は船殻の補強部材となるロンジの製作ラインおよびそし、フラックス入りワイヤや溶接施工法を開発してきた。れらロンジを単板に溶接するパネルラインとがある。そMX-50Hは至近、造船分野にて要求が高くなれぞれの装置外観を図10に示す。った大脚長溶接に対し、耐気孔性を劣化させることなく法は2006年に特許登録3)されたのち、2008大脚長性が得られ、さらには通常脚長部とのワイヤ使年に初めて住友重機械マリンエンジニアリング㈱のビルい分けが不要であるために溶接工程全体の能率向上にトアップラインに導入され、さらに翌年には新設のパネ貢献している。ルラインにも適用された。その後も溶接学会や国際会議また、法は船殻の構造部材の増加およびT4),5),6)等で紹介される等本技術の認知度は向上し、現在に型ロンジ等の補強部材の製作数増加に対応し、高能率至るまでに国内大手造船所やビルトアップロンジ製作メかつ高品質を有し、最高溶接速度2.0m/minを達成した画ーカーに本溶接施工法を導入して頂いている。期的な溶接施工法であり、溶接総合企業として施工法開図11に法に採用されるMX-200HS発、電源開発、専用溶接材料開発等を一体化して技術提の2009~2011年の出荷量推移を2009年のデータを100案を行える当社の強みが発揮できた一例と言える。今後も当社の強みを活かしフラックス入りワイヤの開発および施工法確立に向けた取り組みを継続し、業界に役立つ製品を提供していきたい。参考文献1)菅哲男ほか:R&D神戸製鋼技報,Vol.45No.1(1995),p.60.2)長岡茂雄:R&D神戸製鋼技報,Vol.58No.1(Apr.2008),p.67-68.3)特許:第3759114号20102011Year2012(Apr.-Sep.)4)H.Aritaetal.:IIWDoc.XII-1896-065)H.Aritaetal.:WeldingintheworldIIW-1877-0710008006004002000ShippingamountofMX-50H20092010Year20111501251007550250ShippingamountofMX-200HS<Built-upline><30electrodespanelline>図92010~2012年現在までのMX-50H出荷量推移6)Y.Yokotaetal.:IIWDoc.XII-1969-09図10住友重機械マリンエンジニアリング㈱における法導入ライン図112009~2011年までのMX-200HS出荷量推移-5-
 | <
| <  |
|  > |
> |  >>
>>