>> P.75
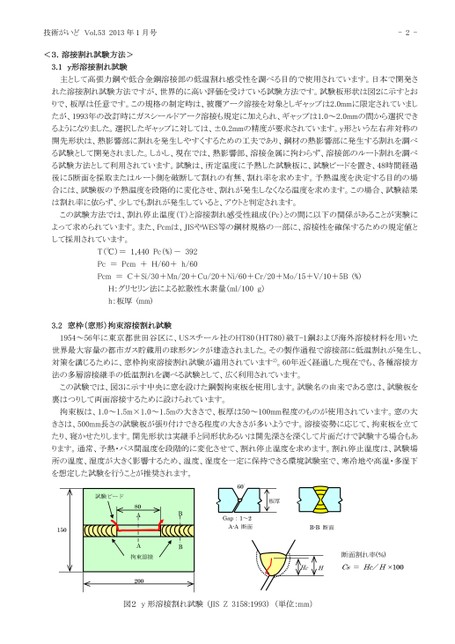
技術がいどVol.532013年1月号<3.溶接割れ試験方法>3.1y形溶接割れ試験-2-主として高張力鋼や低合金鋼溶接部の低温割れ感受性を調べる目的で使用されています。日本で開発された溶接割れ試験方法ですが、世界的に高い評価を受けている試験方法です。試験板形状は図2に示すとおりで、板厚は任意です。この規格の制定時は、被覆アーク溶接を対象としギャップは2.0mmに限定されていましたが、1993年の改訂時にガスシールドアーク溶接も規定に加えられ、ギャップは1.0~2.0mmの間から選択できるようになりました。選択したギャップに対しては、±0.2mmの精度が要求されています。y形という左右非対称の開先形状は、熱影響部に割れを発生しやすくするための工夫であり、鋼材の熱影響部に発生する割れを調べる試験として開発されました。しかし、現在では、熱影響部、溶接金属に拘わらず、溶接部のルート割れを調べる試験方法として利用されています。試験は、所定温度に予熱した試験板に、試験ビードを置き、48時間経過後に5断面を採取またはルート側を破断して割れの有無、割れ率を求めます。予熱温度を決定する目的の場合には、試験板の予熱温度を段階的に変化させ、割れが発生しなくなる温度を求めます。この場合、試験結果は割れ率に依らず、少しでも割れが発生していると、アウトと判定されます。この試験方法では、割れ停止温度(T)と溶接割れ感受性組成(Pc)との間に以下の関係があることが実験によって求められています。また、Pcmは、JISやWES等の鋼材規格の一部に、溶接性を確保するための規定値として採用されています。T(℃)=1,440Pc(%)-392Pc=Pcm+H/60+h/60Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B(%)H:グリセリン法による拡散性水素量(ml/100g)h:板厚(mm)3.2窓枠(窓形)拘束溶接割れ試験1954~56年に東京都世田谷区に、USスチール社のHT80(HT780)級T-1鋼および海外溶接材料を用いた世界最大容量の都市ガス貯蔵用の球形タンクが建造されました。その製作過程で溶接部に低温割れが発生し、対策を講じるために、窓枠拘束溶接割れ試験が適用されています2)。60年近く経過した現在でも、各種溶接方法の多層溶接継手の低温割れを調べる試験として、広く利用されています。この試験では、図3に示す中央に窓を設けた鋼製拘束板を使用します。試験名の由来である窓は、試験板を裏はつりして両面溶接するために設けられています。拘束板は、1.0~1.5m×1.0~1.5mの大きさで、板厚は50~100mm程度のものが使用されています。窓の大きさは、500mm長さの試験板が張り付けできる程度の大きさが多いようです。溶接姿勢に応じて、拘束板を立てたり、寝かせたりします。開先形状は実継手と同形状あるいは開先深さを深くして片面だけで試験する場合もあります。通常、予熱・パス間温度を段階的に変化させて、割れ停止温度を求めます。割れ停止温度は、試験場所の温度、湿度が大きく影響するため、温度、湿度を一定に保持できる環境試験室で、寒冷地や高温・多湿下を想定した試験を行うことが推奨されます。試験ビード15060゜板厚Gap:1~2A-A断面B-B断面HCH断面割れ率(%)C=Hc/H×100sBB80AA拘束溶接200図2y形溶接割れ試験(JISZ3158:1993)(単位:mm)
 | <
| <  |
|  > |
> |  >>
>>