>> P.76
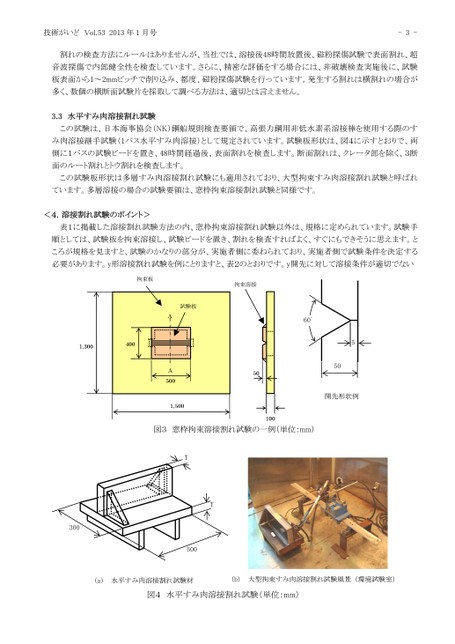
技術がいどVol.532013年1月号-3-割れの検査方法にルールはありませんが、当社では、溶接後48時間放置後、磁粉探傷試験で表面割れ、超音波探傷で内部健全性を検査しています。さらに、精密な評価をする場合には、非破壊検査実施後に、試験板表面から1~2mmピッチで削り込み、都度、磁粉探傷試験を行っています。発生する割れは横割れの場合が多く、数個の横断面試験片を採取して調べる方法は、適切とは言えません。3.3水平すみ肉溶接割れ試験この試験は、日本海事協会(NK)鋼船規則検査要領で、高張力鋼用非低水素系溶接棒を使用する際のすみ肉溶接継手試験(1パス水平すみ肉溶接)として規定されています。試験板形状は、図4に示すとおりで、両側に1パスの試験ビードを置き、48時間経過後、表面割れを検査します。断面割れは、クレータ部を除く、3断面のルート割れとトウ割れを検査します。この試験板形状は多層すみ肉溶接割れ試験にも適用されており、大型拘束すみ肉溶接割れ試験と呼ばれています。多層溶接の場合の試験要領は、窓枠拘束溶接割れ試験と同様です。<4.溶接割れ試験のポイント>表1に掲載した溶接割れ試験方法の内、窓枠拘束溶接割れ試験以外は、規格に定められています。試験手順としては、試験板を拘束溶接し、試験ビードを置き、割れを検査すればよく、すぐにもできそうに思えます。ところが規格を見ますと、試験のかなりの部分が、実施者側に委ねられており、実施者側で試験条件を決定する必要があります。y形溶接割れ試験を例にとりますと、表2のとおりです。y開先に対して溶接条件が適切でない拘束板拘束溶接1,300400試験板AA5001,50060゜550開先形状例50100図3窓枠拘束溶接割れ試験の一例(単位:mm)TT500300(a)水平すみ肉溶接割れ試験材(b)大型拘束すみ肉溶接割れ試験風景(環境試験室)図4水平すみ肉溶接割れ試験(単位:mm)
 | <
| <  |
|  > |
> |  >>
>>