>> P.77
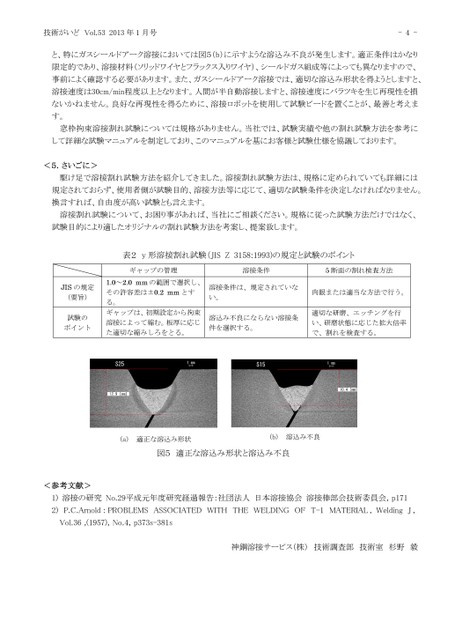
技術がいどVol.532013年1月号-4-と、特にガスシールドアーク溶接においては図5(b)に示すような溶込み不良が発生します。適正条件はかなり限定的であり、溶接材料(ソリッドワイヤとフラックス入りワイヤ)、シールドガス組成等によっても異なりますので、事前によく確認する必要があります。また、ガスシールドアーク溶接では、適切な溶込み形状を得ようとしますと、溶接速度は30cm/min程度以上となります。人間が半自動溶接しますと、溶接速度にバラツキを生じ再現性を損ないかねません。良好な再現性を得るために、溶接ロボットを使用して試験ビードを置くことが、最善と考えます。窓枠拘束溶接割れ試験については規格がありません。当社では、試験実績や他の割れ試験方法を参考にして詳細な試験マニュアルを制定しており、このマニュアルを基にお客様と試験仕様を協議しております。<5.さいごに>駆け足で溶接割れ試験方法を紹介してきました。溶接割れ試験方法は、規格に定められていても詳細には規定されておらず、使用者側が試験目的、溶接方法等に応じて、適切な試験条件を決定しなければなりません。換言すれば、自由度が高い試験とも言えます。溶接割れ試験について、お困り事があれば、当社にご相談ください。規格に従った試験方法だけではなく、試験目的により適したオリジナルの割れ試験方法を考案し、提案致します。JISの規定(要旨)試験のポイント表2y形溶接割れ試験(JISZ3158:1993)の規定と試験のポイントギャップの管理溶接条件5断面の割れ検査方法1.0~2.0mmの範囲で選択し、その許容差は±0.2mmとする。ギャップは、初期設定から拘束溶接によって縮む。板厚に応じた適切な縮みしろをとる。溶接条件は、規定されていない。肉眼または適当な方法で行う。溶込み不良にならない溶接条件を選択する。適切な研磨、エッチングを行い、研磨状態に応じた拡大倍率で、割れを検査する。(a)適正な溶込み形状(b)溶込み不良図5適正な溶込み形状と溶込み不良<参考文献>1)溶接の研究No.29平成元年度研究経過報告:社団法人日本溶接協会溶接棒部会技術委員会,p1712)P.C.Arnold:PROBLEMSASSOCIATEDWITHTHEWELDINGOFT-1MATERIAL,WeldingJ,Vol.36,(1957),No.4,p373s-381s神鋼溶接サービス(株)技術調査部技術室杉野毅
 | <
| <  |
|  > |
> |  >>
>>