>> P.108
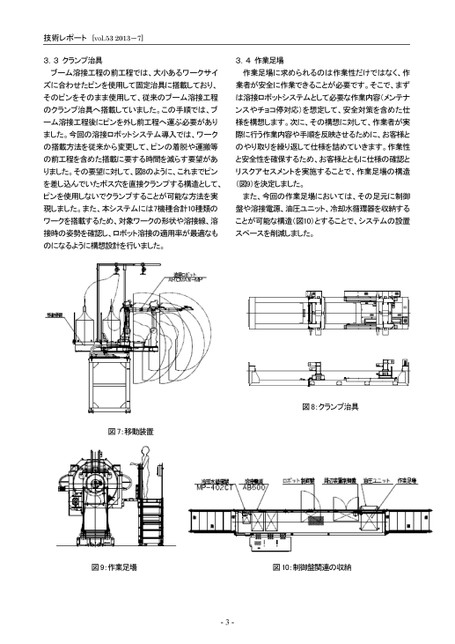
技術レポート[vol.532013-7]3.3クランプ治具3.4作業足場ブーム溶接工程の前工程では、大小あるワークサイ作業足場に求められるのは作業性だけではなく、作ズに合わせたピンを使用して固定治具に搭載しており、業者が安全に作業できることが必要です。そこで、まずそのピンをそのまま使用して、従来のブーム溶接工程は溶接ロボットシステムとして必要な作業内容(メンテナのクランプ治具へ搭載していました。この手順では、ブンスやチョコ停対応)を想定して、安全対策を含めた仕ーム溶接工程後にピンを外し前工程へ運ぶ必要があり様を構想します。次に、その構想に対して、作業者が実ました。今回の溶接ロボットシステム導入では、ワーク際に行う作業内容や手順を反映させるために、お客様との搭載方法を従来から変更して、ピンの着脱や運搬等のやり取りを繰り返して仕様を詰めていきます。作業性の前工程を含めた搭載に要する時間を減らす要望があと安全性を確保するため、お客様とともに仕様の確認とりました。その要望に対して、図8のように、これまでピンリスクアセスメントを実施することで、作業足場の構造を差し込んでいたボス穴を直接クランプする構造として、(図9)を決定しました。ピンを使用しないでクランプすることが可能な方法を実また、今回の作業足場においては、その足元に制御現しました。また、本システムには7機種合計10種類の盤や溶接電源、油圧ユニット、冷却水循環器を収納するワークを搭載するため、対象ワークの形状や溶接線、溶ことが可能な構造(図10)とすることで、システムの設置接時の姿勢を確認し、ロボット溶接の適用率が最適なもスペースを削減しました。のになるように構想設計を行いました。図7:移動装置図9:作業足場-3-図8:クランプ治具図10:制御盤関連の収納
 | <
| <  |
|  > |
> |  >>
>>