>> P.122
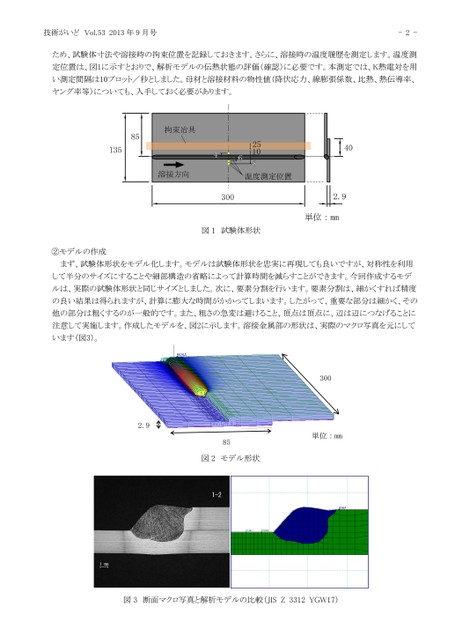
技術がいどVol.532013年9月号-2-ため、試験体寸法や溶接時の拘束位置を記録しておきます。さらに、溶接時の温度履歴を測定します。温度測定位置は、図1に示すとおりで、解析モデルの伝熱状態の評価(確認)に必要です。本測定では、K熱電対を用い測定間隔は10プロット/秒としました。母材と溶接材料の物性値(降伏応力、線膨張係数、比熱、熱伝導率、ヤング率等)についても、入手しておく必要があります。図1試験体形状②モデルの作成まず、試験体形状をモデル化します。モデルは試験体形状を忠実に再現しても良いですが、対称性を利用して半分のサイズにすることや細部構造の省略によって計算時間を減らすことができます。今回作成するモデルは、実際の試験体形状と同じサイズとしました。次に、要素分割を行います。要素分割は、細かくすれば精度の良い結果は得られますが、計算に膨大な時間がかかってしまいます。したがって、重要な部分は細かく、その他の部分は粗くするのが一般的です。また、粗さの急変は避けること、頂点は頂点に、辺は辺につなげることに注意して実施します。作成したモデルを、図2に示します。溶接金属部の形状は、実際のマクロ写真を元にしています(図3)。3002.985図2モデル形状単位:mm図3断面マクロ写真と解析モデルの比較(JISZ3312YGW17)
 | <
| <  |
|  > |
> |  >>
>>