>> P.130
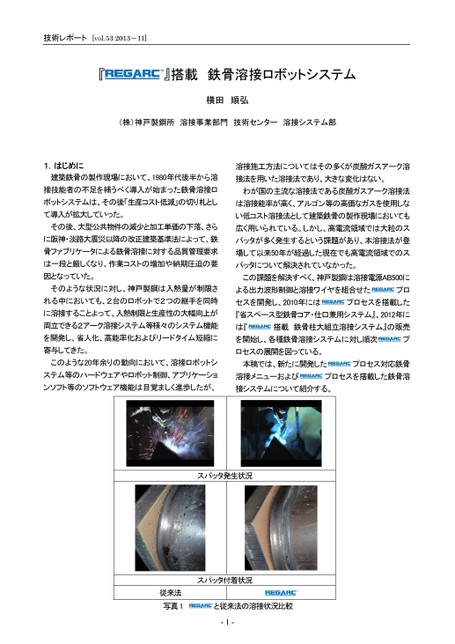
』搭載鉄骨溶接ロボットシステム横田順弘(株)神戸製鋼所溶接事業部門技術センター溶接システム部1.はじめに溶接施工方法についてはその多くが炭酸ガスアーク溶建築鉄骨の製作現場において、1980年代後半から溶接法を用いた溶接法であり、大きな変化はない。接技能者の不足を補うべく導入が始まった鉄骨溶接ロわが国の主流な溶接法である炭酸ガスアーク溶接法ボットシステムは、その後「生産コスト低減」の切り札としは溶接能率が高く、アルゴン等の高価なガスを使用しなて導入が拡大していった。い低コスト溶接法として建築鉄骨の製作現場においてもその後、大型公共物件の減少と加工単価の下落、さら広く用いられている。しかし、高電流領域では大粒のスに阪神・淡路大震災以降の改正建築基準法によって、鉄パッタが多く発生するという課題があり、本溶接法が登骨ファブリケータによる鉄骨溶接に対する品質管理要求場して以来50年が経過した現在でも高電流領域でのスは一段と厳しくなり、作業コストの増加や納期圧迫の要パッタについて解決されていなかった。因となっていた。この課題を解決すべく、神戸製鋼は溶接電源AB500にそのような状況に対し、神戸製鋼は入熱量が制限さよる出力波形制御と溶接ワイヤを組合せたプロれる中においても、2台のロボットで2つの継手を同時セスを開発し、2010年にはプロセスを搭載したに溶接することよって、入熱制限と生産性の大幅向上が『省スペース型鉄骨コア・仕口兼用システム』、2012年に両立できる2アーク溶接システム等様々のシステム機能は『搭載鉄骨柱大組立溶接システム』の販売を開発し、省人化、高能率化およびリードタイム短縮にを開始し、各種鉄骨溶接システムに対し順次プ寄与してきた。ロセスの展開を図っている。このような20年余りの動向において、溶接ロボットシ本稿では、新たに開発したプロセス対応鉄骨ステム等のハードウェアやロボット制御、アプリケーショ溶接メニューおよびプロセスを搭載した鉄骨溶ンソフト等のソフトウェア機能は目覚ましく進歩したが、接システムについて紹介する。従来法写真1スパッタ発生状況スパッタ付着状況と従来法の溶接状況比較-1-技術レポート[vol.532013-11]『
 | <
| <  |
|  > |
> |  >>
>>