>> P.132
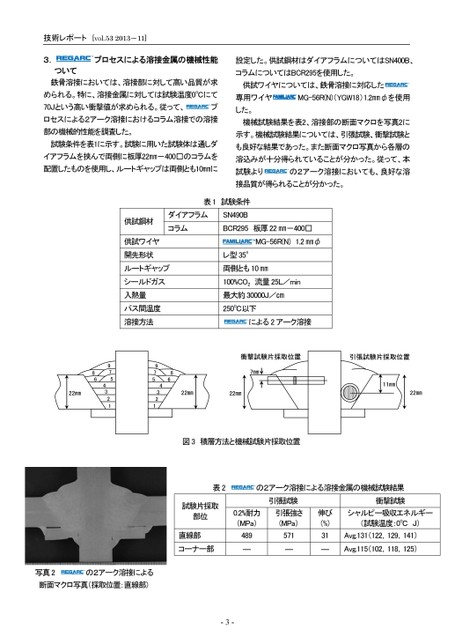
技術レポート[vol.532013-11]3.プロセスによる溶接金属の機械性能設定した。供試鋼材はダイアフラムについてはSN400B、ついて鉄骨溶接においては、溶接部に対して高い品質が求められる。特に、溶接金属に対しては試験温度0℃にて70Jという高い衝撃値が求められる。従って、プロセスによる2アーク溶接におけるコラム溶接での溶接部の機械的性能を調査した。試験条件を表1に示す。試験に用いた試験体は通しダイアフラムを挟んで両側に板厚22㎜-400□のコラムを配置したものを使用し、ルートギャップは両側とも10㎜にコラムについてはBCR295を使用した。供試ワイヤについては、鉄骨溶接に対応した専用ワイヤした。MG-56R(N)(YGW18)1.2㎜φを使用機械試験結果を表2、溶接部の断面マクロを写真2に示す。機械試験結果については、引張試験、衝撃試験とも良好な結果であった。また断面マクロ写真から各層の溶込みが十分得られていることが分かった。従って、本試験よりの2アーク溶接においても、良好な溶接品質が得られることが分かった。表2試験片採取部位直線部コーナー部の2アーク溶接による溶接金属の機械試験結果0.2%耐力(MPa)489―引張試験引張強さ(MPa)571―衝撃試験伸び(%)31―シャルピー吸収エネルギー(試験温度:0℃J)Avg.131(122,129,141)Avg.115(102,118,125)-3-供試鋼材ダイアフラムコラム供試ワイヤ開先形状ルートギャップシールドガス入熱量パス間温度溶接方法表1試験条件SN490BBCR295板厚22㎜-400□MG-56R(N)1.2㎜φレ型35°両側とも10㎜100%CO2流量25L/min最大約30000J/㎝250℃以下による2アーク溶接衝撃試験片採取位置引張試験片採取位置11㎜22㎜7㎜22㎜22㎜図3積層方法と機械試験片採取位置86975432197512438622㎜写真2の2アーク溶接による断面マクロ写真(採取位置:直線部)
 | <
| <  |
|  > |
> |  >>
>>