>> P.142
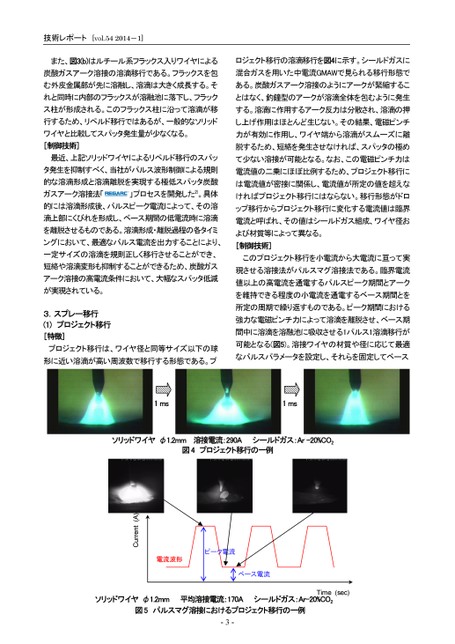
また、図3(b)はルチール系フラックス入りワイヤによるロジェクト移行の溶滴移行を図4に示す。シールドガスに炭酸ガスアーク溶接の溶滴移行である。フラックスを包混合ガスを用いた中電流GMAWで見られる移行形態でむ外皮金属部が先に溶融し、溶滴は大きく成長する。そある。炭酸ガスアーク溶接のようにアークが緊縮するこれと同時に内部のフラックスが溶融池に落下し、フラックとはなく、釣鐘型のアークが溶滴全体を包むように発生ス柱が形成される。このフラックス柱に沿って溶滴が移する。溶滴に作用するアーク反力は分散され、溶滴の押行するため、リペルド移行ではあるが、一般的なソリッドし上げ作用はほとんど生じない。その結果、電磁ピンチワイヤと比較してスパッタ発生量が少なくなる。力が有効に作用し、ワイヤ端から溶滴がスムーズに離[制御技術]脱するため、短絡を発生させなければ、スパッタの極め最近、上記ソリッドワイヤによるリペルド移行のスパッて少ない溶接が可能となる。なお、この電磁ピンチ力は電流値の二乗にほぼ比例するため、プロジェクト移行には電流値が密接に関係し、電流値が所定の値を超えなければプロジェクト移行にはならない。移行形態がドロップ移行からプロジェクト移行に変化する電流値は臨界電流と呼ばれ、その値はシールドガス組成、ワイヤ径および材質等によって異なる。[制御技術]このプロジェクト移行を小電流から大電流に亘って実現させる溶接法がパルスマグ溶接法である。臨界電流値以上の高電流を通電するパルスピーク期間とアークを維持できる程度の小電流を通電するベース期間とを所定の周期で繰り返すものである。ピーク期間における強力な電磁ピンチ力によって溶滴を離脱させ、ベース期間中に溶滴を溶融池に吸収させる1パルス1溶滴移行が可能となる(図5)。溶接ワイヤの材質や径に応じて最適なパルスパラメータを設定し、それらを固定してベースタ発生を抑制すべく、当社がパルス波形制御による規則的な溶滴形成と溶滴離脱を実現する極低スパッタ炭酸ガスアーク溶接法「」プロセスを開発した2)。具体的には溶滴形成後、パルスピーク電流によって、その溶滴上部にくびれを形成し、ベース期間の低電流時に溶滴を離脱させるものである。溶滴形成・離脱過程の各タイミングにおいて、最適なパルス電流を出力することにより、一定サイズの溶滴を規則正しく移行させることができ、短絡や溶滴変形も抑制することができるため、炭酸ガスアーク溶接の高電流条件において、大幅なスパッタ低減プロジェクト移行は、ワイヤ径と同等サイズ以下の球形に近い溶滴が高い周波数で移行する形態である。プが実現されている。.スプレー移行3(1)プロジェクト移行[特徴]技術レポート[vol.542014-1]1ms1msベース電流電流波形ピーク電流Current(A)ソリッドワイヤφ1.2mm溶接電流:290Aシールドガス:Ar-20%CO2図4プロジェクト移行の一例ソリッドワイヤφ1.2mm平均溶接電流:170Aシールドガス:Ar-20%CO2Time(sec)図5パルスマグ溶接におけるプロジェクト移行の一例-3-
 | <
| <  |
|  > |
> |  >>
>>