>> P.143
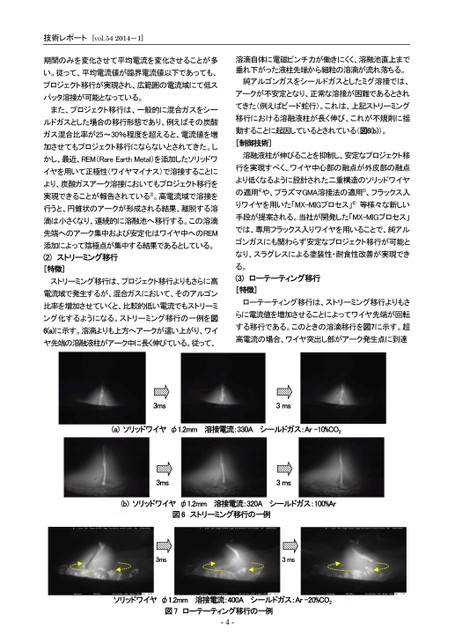
技術レポート[vol.542014-1]期間のみを変化させて平均電流を変化させることが多い。従って、平均電流値が臨界電流値以下であっても、プロジェクト移行が実現され、広範囲の電流域にて低スパッタ溶接が可能となっている。また、プロジェクト移行は、一般的に混合ガスをシールドガスとした場合の移行形態であり、例えばその炭酸ガス混合比率が25~30%程度を超えると、電流値を増加させてもプロジェクト移行にならないとされてきた。しかし、最近、REM(RareEarthMetal)を添加したソリッドワイヤを用いて正極性(ワイヤマイナス)で溶接することにより、炭酸ガスアーク溶接においてもプロジェクト移行を実現できることが報告されている3)。高電流域で溶接を行うと、円錐状のアークが形成される結果、離脱する溶滴は小さくなり、連続的に溶融池へ移行する。この溶滴先端へのアーク集中および安定化はワイヤ中へのREM添加によって陰極点が集中する結果であるとしている。(2)ストリーミング移行[特徴]ストリーミング移行は、プロジェクト移行よりもさらに高電流域で発生するが、混合ガスにおいて、そのアルゴン比率を増加させていくと、比較的低い電流でもストリーミング化するようになる。ストリーミング移行の一例を図6(a)に示す。溶滴よりも上方へアークが這い上がり、ワイヤ先端の溶融液柱がアーク中に長く伸びている。従って、溶滴自体に電磁ピンチ力が働きにくく、溶融池直上まで垂れ下がった液柱先端から細粒の溶滴が流れ落ちる。純アルゴンガスをシールドガスとしたミグ溶接では、アークが不安定となり、正常な溶接が困難であるとされてきた(例えばビード蛇行)。これは、上記ストリーミング移行における溶融液柱が長く伸び、これが不規則に揺動することに起因しているとされている(図6(b))。[制御技術]溶融液柱が伸びることを抑制し、安定なプロジェクト移行を実現すべく、ワイヤ中心部の融点が外皮部の融点より低くなるように設計された二重構造のソリッドワイヤの適用4)や、プラズマGMA溶接法の適用5)、フラックス入りワイヤを用いた「MX-MIGプロセス」6)等様々な新しい手段が提案される。当社が開発した「MX-MIGプロセス」では、専用フラックス入りワイヤを用いることで、純アルゴンガスにも関わらず安定なプロジェクト移行が可能となり、スラグレスによる塗装性・耐食性改善が実現できる。(3)ローテーティング移行[特徴]ローテーティング移行は、ストリーミング移行よりもさらに電流値を増加させることによってワイヤ先端が回転する移行である。このときの溶滴移行を図7に示す。超高電流の場合、ワイヤ突出し部がアーク発生点に到達3ms3ms3ms(b)ソリッドワイヤφ1.2mm溶接電流:320Aシールドガス:100%Ar(a)ソリッドワイヤφ1.2mm溶接電流:330Aシールドガス:Ar-10%CO23ms3ms図6ストリーミング移行の一例3ms図7ローテーティング移行の一例-4-ソリッドワイヤφ1.2mm溶接電流:400Aシールドガス:Ar-20%CO2
 | <
| <  |
|  > |
> |  >>
>>