>> P.144
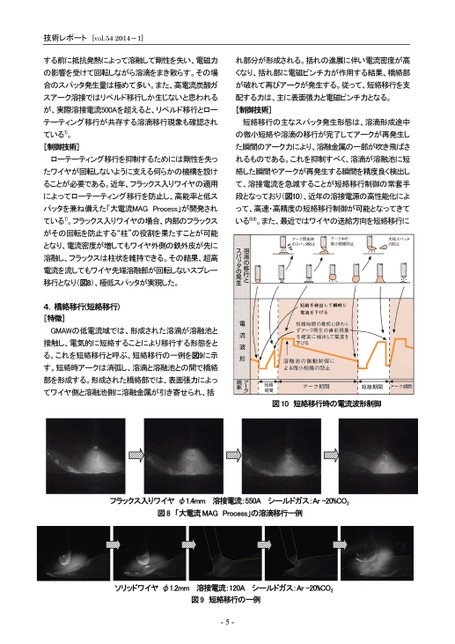
技術レポート[vol.542014-1]する前に抵抗発熱によって溶融して剛性を失い、電磁力れ部分が形成される。括れの進展に伴い電流密度が高の影響を受けて回転しながら溶滴をまき散らす。その場くなり、括れ部に電磁ピンチ力が作用する結果、橋絡部合のスパッタ発生量は極めて多い。また、高電流炭酸ガが破れて再びアークが発生する。従って、短絡移行を支スアーク溶接ではリペルド移行しか生じないと思われる配する力は、主に表面張力と電磁ピンチ力となる。が、実際溶接電流500Aを超えると、リペルド移行とロー[制御技術]テーティング移行が共存する溶滴移行現象も確認され短絡移行の主なスパッタ発生形態は、溶滴形成途中ている7)。[制御技術]の微小短絡や溶滴の移行が完了してアークが再発生した瞬間のアーク力により、溶融金属の一部が吹き飛ばさローテーティング移行を抑制するためには剛性を失っれるものである。これを抑制すべく、溶滴が溶融池に短たワイヤが回転しないように支える何らかの機構を設け絡した瞬間やアークが再発生する瞬間を精度良く検出しることが必要である。近年、フラックス入りワイヤの適用て、溶接電流を急減することが短絡移行制御の常套手によってローテーティング移行を防止し、高能率と低ス段となっており(図10)、近年の溶接電源の高性能化によパッタを兼ね備えた「大電流MAGProcess」が開発されって、高速・高精度の短絡移行制御が可能となってきてている7)。フラックス入りワイヤの場合、内部のフラックスいる8),9)。また、最近ではワイヤの送給方向を短絡移行に図10短絡移行時の電流波形制御がその回転を防止する“柱”の役割を果たすことが可能となり、電流密度が増してもワイヤ外側の鉄外皮が先に溶融し、フラックスは柱状を維持できる。その結果、超高電流を流してもワイヤ先端溶融部が回転しないスプレー移行となり(図8)、極低スパッタが実現した。GMAWの低電流域では、形成された溶滴が溶融池と接触し、電気的に短絡することにより移行する形態をとる。これを短絡移行と呼ぶ。短絡移行の一例を図9に示す。短絡時アークは消弧し、溶滴と溶融池との間で橋絡部を形成する。形成された橋絡部では、表面張力によってワイヤ側と溶融池側に溶融金属が引き寄せられ、括.橋絡移行(短絡移行)4[特徴]フラックス入りワイヤφ1.4mm溶接電流:550Aシールドガス:Ar-20%CO2Process」の溶滴移行一例図8「大電流MAGソリッドワイヤφ1.2mm溶接電流:120Aシールドガス:Ar-20%CO2図9短絡移行の一例-5-
 | <
| <  |
|  > |
> |  >>
>>