>> P.147
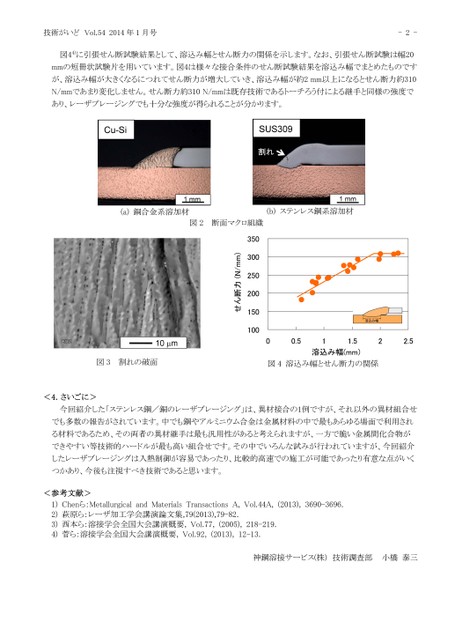
技術がいどVol.542014年1月号-2-図44)に引張せん断試験結果として、溶込み幅とせん断力の関係を示します。なお、引張せん断試験は幅20mmの短冊状試験片を用いています。図4は様々な接合条件のせん断試験結果を溶込み幅でまとめたものですが、溶込み幅が大きくなるにつれてせん断力が増大していき、溶込み幅が約2mm以上になるとせん断力約310N/mmであまり変化しません。せん断力約310N/mmは既存技術であるトーチろう付による継手と同様の強度であり、レーザブレージングでも十分な強度が得られることが分かります。Cu-SiSUS309割れ1mm1mm(a)銅合金系溶加材(b)ステンレス鋼系溶加材図2断面マクロ組織350300250200150100せん断力(N/mm)10m図3割れの破面00.511.522.5溶込み幅(mm)図4溶込み幅とせん断力の関係今回紹介した「ステンレス鋼/銅のレーザブレージング」は、異材接合の1例ですが、それ以外の異材組合せでも多数の報告がされています。中でも鋼やアルミニウム合金は金属材料の中で最もあらゆる場面で利用される材料であるため、その両者の異材継手は最も汎用性があると考えられますが、一方で脆い金属間化合物ができやすい等技術的ハードルが最も高い組合せです。その中でいろんな試みが行われていますが、今回紹介したレーザブレージングは入熱制御が容易であったり、比較的高速での施工が可能であったり有意な点がいくつかあり、今後も注視すべき技術であると思います。参考文献><4.さいごに><1)Chenら:MetallurgicalandMaterialsTransactionsA,Vol.44A,2)萩原ら:レーザ加工学会講演論文集,79(2013),79-82.3)西本ら:溶接学会全国大会講演概要,Vol.77,4)菅ら:溶接学会全国大会講演概要,Vol.92,(2013),12-13.(2013),3690-3696.(2005),218-219.神鋼溶接サービス(株)技術調査部小橋泰三
 | <
| <  |
|  > |
> |  >>
>>