>> P.156
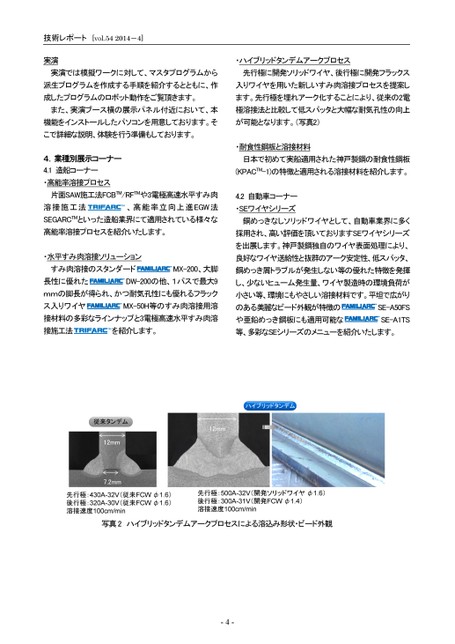
技術レポート[vol.542014-4]実演・ハイブリッドタンデムアークプロセス実演では模擬ワークに対して、マスタプログラムから先行極に開発ソリッドワイヤ、後行極に開発フラックス派生プログラムを作成する手順を紹介するとともに、作入りワイヤを用いた新しいすみ肉溶接プロセスを提案し成したプログラムのロボット動作をご覧頂きます。ます。先行極を埋れアーク化することにより、従来の2電また、実演ブース横の展示パネル付近において、本極溶接法と比較して低スパッタと大幅な耐気孔性の向上機能をインストールしたパソコンを用意しております。そが可能となります。(写真2)こで詳細な説明、体験を行う準備もしております。4.業種別展示コーナー4.1造船コーナー・高能率溶接プロセス片面SAW施工法FCBTM/RFTMや3電極高速水平すみ肉溶接施工法、高能率立向上進EGW法SEGARCTMといった造船業界にて適用されている様々な高能率溶接プロセスを紹介いたします。・水平すみ肉溶接ソリューション・耐食性鋼板と溶接材料日本で初めて実船適用された神戸製鋼の耐食性鋼板(KPACTM-1)の特徴と適用される溶接材料を紹介します。4.2自動車コーナー・SEワイヤシリーズ銅めっきなしソリッドワイヤとして、自動車業界に多く採用され、高い評価を頂いておりますSEワイヤシリーズを出展します。神戸製鋼独自のワイヤ表面処理により、良好なワイヤ送給性と抜群のアーク安定性、低スパッタ、すみ肉溶接のスタンダードMX-200、大脚銅めっき屑トラブルが発生しない等の優れた特徴を発揮mmの脚長が得られ、かつ耐気孔性にも優れるフラックDW-200の他、1パスで最大9MX-50H等のすみ肉溶接用溶接材料の多彩なラインナップと3電極高速水平すみ肉溶接施工法を紹介します。長性に優れたス入りワイヤし、少ないヒューム発生量、ワイヤ製造時の環境負荷が小さい等、環境にもやさしい溶接材料です。平坦で広がりのある美麗なビード外観が特徴のや亜鉛めっき鋼板にも適用可能なSE-A50FSSE-A1TS等、多彩なSEシリーズのメニューを紹介いたします。12mm7.2mm先行極:430A-32V(従来FCWφ1.6)後行極:320A-30V(従来FCWφ1.6)溶接速度100cm/min写真2ハイブリッドタンデムアークプロセスによる溶込み形状・ビード外観12mm先行極:500A-32V(開発ソリッドワイヤφ1.6)後行極:300A-31V(開発FCWφ1.4)溶接速度100cm/min-4-
 | <
| <  |
|  > |
> |  >>
>>