>> P.179
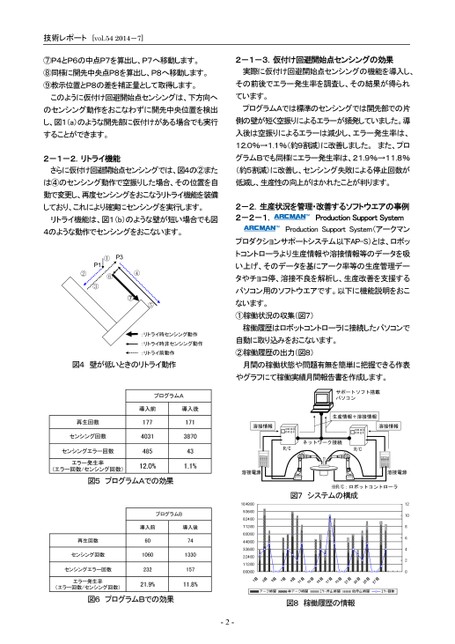
技術レポート[vol.542014-7]⑦P4とP6の中点P7を算出し、P7へ移動します。2-1-3.仮付け回避開始点センシングの効果⑧同様に開先中央点P8を算出し、P8へ移動します。実際に仮付け回避開始点センシングの機能を導入し、⑨教示位置とP8の差を補正量として取得します。その前後でエラー発生率を調査し、その結果が得られこのように仮付け回避開始点センシングは、下方向へています。のセンシング動作をおこなわずに開先中央位置を検出プログラムAでは標準のセンシングでは開先部での片し、図1(a)のような開先部に仮付けがある場合でも実行側の壁が短く空振りによるエラーが頻発していました。導することができます。2-1-2.リトライ機能入後は空振りによるエラーは減少し、エラー発生率は、12.0%→1.1%(約9割減)に改善しました。また、プログラムBでも同様にエラー発生率は、21.9%→11.8%さらに仮付け回避開始点センシングでは、図4の②また(約5割減)に改善し、センシング失敗による停止回数がは④のセンシング動作で空振りした場合、その位置を自低減し、生産性の向上がはかれたことが判ります。動で変更し、再度センシングをおこなうリトライ機能を装備しており、これにより確実にセンシングを実行します。2-2.生産状況を管理・改善するソフトウエアの事例リトライ機能は、図1(b)のような壁が短い場合でも図2-2-1.ProductionSupportSystem4のような動作でセンシングをおこないます。ProductionSupportSystem(アークマンプロダクションサポートシステム以下AP-S)とは、ロボットコントローラより生産情報や溶接情報等のデータを吸い上げ、そのデータを基にアーク率等の生産管理データやチョコ停、溶接不良を解析し、生産改善を支援するパソコン用のソフトウエアです。以下に機能説明をおこないます。①稼働状況の収集(図7)稼働履歴はロボットコントローラに接続したパソコンで自動に取り込みをおこないます。②稼働履歴の出力(図8)月間の稼働状態や問題有無を簡単に把握できる作表やグラフにて稼働実績月間報告書を作成します。サポートソフト搭載パソコン生産情報+溶接情報溶接情報溶接情報ネットワーク接続R/CR/C溶接電源溶接電源-2-※R/C:ロボットコントローラ図7システムの構成図8稼働履歴の情報再生回数センシング回数センシングエラー回数プログラムA導入前導入後177403148512.0%1713870431.1%①P3P1②⑥④③P2⑦⑤P4:リトライ時センシング動作:リトライ時非センシング動作:リトライ前動作図4壁が低いときのリトライ動作エラー発生率(エラー回数/センシング回数)図5プログラムAでの効果プログラムB導入前導入後再生回数センシング回数センシングエラー回数601060232741330157エラー発生率(エラー回数/センシング回数)21.9%11.8%図6プログラムBでの効果
 | <
| <  |
|  > |
> |  >>
>>