>> P.180
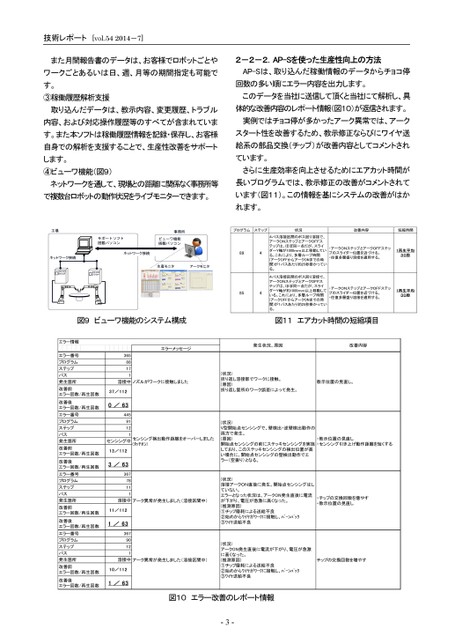
技術レポート[vol.542014-7]また月間報告書のデータは、お客様でロボットごとや2-2-2.AP-Sを使った生産性向上の方法ワークごとあるいは日、週、月等の期間指定も可能でAP-Sは、取り込んだ稼働情報のデータからチョコ停す。③稼働履歴解析支援回数の多い順にエラー内容を出力します。このデータを当社に送信して頂くと当社にて解析し、具取り込んだデータは、教示内容、変更履歴、トラブル体的な改善内容のレポート情報(図10)が返信されます。内容、および対応操作履歴等のすべてが含まれていま実例ではチョコ停が多かったアーク異常では、アークす。また本ソフトは稼働履歴情報を記録・保存し、お客様スタート性を改善するため、教示修正ならびにワイヤ送自身での解析を支援することで、生産性改善をサポート給系の部品交換(チップ)が改善内容としてコメントされします。④ビューワ機能(図9)ています。さらに生産効率を向上させるためにエアカット時間がネットワークを通して、現場との距離に関係なく事務所等長いプログラムでは、教示修正の改善がコメントされてで複数台ロボットの動作状況をライブモニターできます。います(図11)。この情報を基にシステムの改善がはか工場ネットワーク接続サポートソフト搭載パソコンネットワーク接続事務所ビューワ機能搭載パソコン生産モニタアークモニタ図9ビューワ機能のシステム構成エラー情報エラー番号プログラムステップパス発生箇所エラーメッセージ36588171溶接中ノズルがワークに接触しました改善前エラー回数/再生回数改善後エラー回数/再生回数37/1120/63エラー番号プログラムステップパス発生箇所改善前エラー回数/再生回数改善後エラー回数/再生回数エラー番号プログラムステップパス発生箇所センシング検出動作距離をオーバーしました(タッチオン)44591121センシング中13/1123/6336778111溶接中アーク異常が発生しました(溶接区間中)改善前エラー回数/再生回数改善後エラー回数/再生回数11/1121/63エラー番号プログラムステップパス発生箇所36790121溶接中アーク異常が発生しました(溶接区間中)改善前エラー回数/再生回数改善後エラー回数/再生回数10/1121/63れます。プログラムステップ44状況改善内容短縮時間4パス溶接区間のボス回り溶接で、アークONステップとアークOFFステップは、ほぼ同一点だが、スライダーY軸が1000mm以上移動している。これにより、多層ループ時間(アークOFFからアークONまでの時間)が1パスあたり約25秒掛かっている。4パス溶接区間のボス回り溶接で、アークONステップとアークOFFステップは、ほぼ同一点だが、スライダーY軸が約1000mm以上移動している。これにより、多層ループ時間(アークOFFからアークONまでの時間)が1パスあたり約25秒掛かっている。・アークONステップとアークOFFステップのスライダー位置を近づける。・往復多層盛り溶接を適用する。1再生平均30秒・アークONステップとアークOFFステップのスライダー位置を近づける。・往復多層盛り溶接を適用する。1再生平均30秒図11エアカット時間の短縮項目発生状況、原因改善内容(状況)折り返し溶接部でワークに接触。(原因)折り返し箇所のワーク誤差によって発生。(状況)V型開始点センシングで、壁検出・逆壁検出動作の両方で発生。(原因)開始点センシングの前にステッキセンシングを実施しており、このステッキセンシングの検出位置が高い場合に、開始点センシングの壁検出動作でエラー(空振り)となる。(状況)溶接アークON直後に発生。開始点センシングはしていない。エラーとなった状況は、アークON発生直後に電流が下がり、電圧が急激に高くなった。(推測原因)①チップ磨耗による送給不良②始めからワイヤがワークに接触し、バーンバック③ワイヤ送給不良(状況)アークON発生直後に電流が下がり、電圧が急激に高くなった。(推測原因)①チップ磨耗による送給不良②始めからワイヤがワークに接触し、バーンバック③ワイヤ送給不良教示位置の見直し。・教示位置の見直し・センシング引き上げ動作距離を短くする・チップの交換回数を増やす・教示位置の見直しチップの交換回数を増やす8985図10エラー改善のレポート情報-3-
 | <
| <  |
|  > |
> |  >>
>>