>> P.188
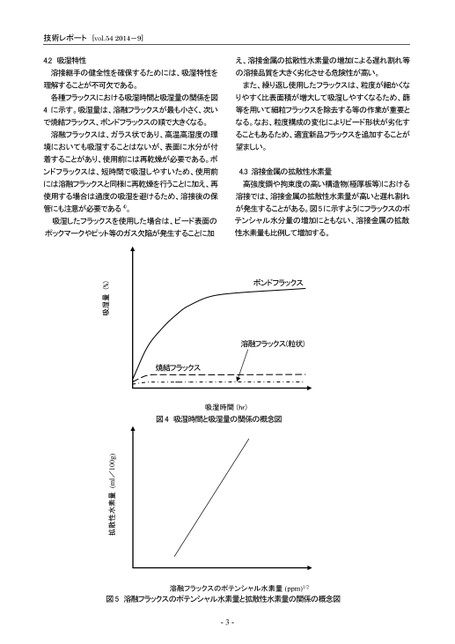
技術レポート[vol.542014-9]4.2吸湿特性え、溶接金属の拡散性水素量の増加による遅れ割れ等溶接継手の健全性を確保するためには、吸湿特性をの溶接品質を大きく劣化させる危険性が高い。理解することが不可欠である。また、繰り返し使用したフラックスは、粒度が細かくな各種フラックスにおける吸湿時間と吸湿量の関係を図りやすく比表面積が増大して吸湿しやすくなるため、篩4に示す。吸湿量は、溶融フラックスが最も小さく、次い等を用いて細粒フラックスを除去する等の作業が重要とで焼結フラックス、ボンドフラックスの順で大きくなる。なる。なお、粒度構成の変化によりビード形状が劣化す溶融フラックスは、ガラス状であり、高温高湿度の環ることもあるため、適宜新品フラックスを追加することが境においても吸湿することはないが、表面に水分が付望ましい。着することがあり、使用前には再乾燥が必要である。ボンドフラックスは、短時間で吸湿しやすいため、使用前4.3溶接金属の拡散性水素量には溶融フラックスと同様に再乾燥を行うことに加え、再高強度鋼や拘束度の高い構造物(極厚板等)における使用する場合は過度の吸湿を避けるため、溶接後の保溶接では、溶接金属の拡散性水素量が高いと遅れ割れ管にも注意が必要である4)。が発生することがある。図5に示すようにフラックスのポ吸湿したフラックスを使用した場合は、ビード表面のテンシャル水分量の増加にともない、溶接金属の拡散ポックマークやピット等のガス欠陥が発生することに加性水素量も比例して増加する。ボンドフラックス焼結フラックス溶融フラックス(粒状)吸湿時間(hr)図4吸湿時間と吸湿量の関係の概念図(%)吸湿量(ml/100g)拡散性水素量溶融フラックスのポテンシャル水素量(ppm)1/2図5溶融フラックスのポテンシャル水素量と拡散性水素量の関係の概念図-3-
 | <
| <  |
|  > |
> |  >>
>>