>> P.189
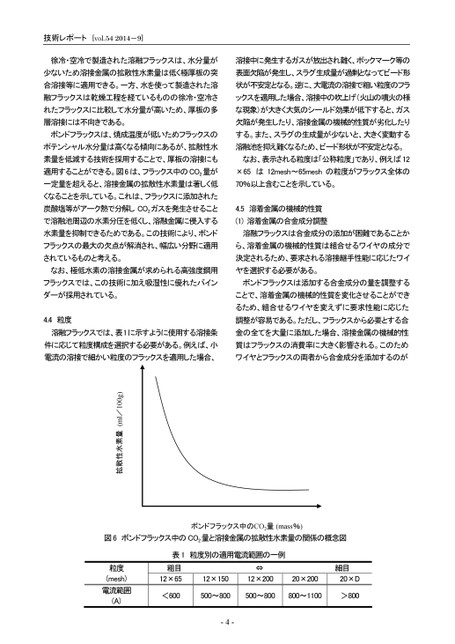
技術レポート[vol.542014-9]徐冷・空冷で製造された溶融フラックスは、水分量が溶接中に発生するガスが放出され難く、ポックマーク等の少ないため溶接金属の拡散性水素量は低く極厚板の突表面欠陥が発生し、スラグ生成量が過剰となってビード形合溶接等に適用できる。一方、水を使って製造された溶状が不安定となる。逆に、大電流の溶接で粗い粒度のフラ融フラックスは乾燥工程を経ているものの徐冷・空冷さックスを適用した場合、溶接中の吹上げ(火山の噴火の様れたフラックスに比較して水分量が高いため、厚板の多な現象)が大きく大気のシールド効果が低下すると、ガス層溶接には不向きである。欠陥が発生したり、溶接金属の機械的性質が劣化したりボンドフラックスは、焼成温度が低いためフラックスのする。また、スラグの生成量が少ないと、大きく変動するポテンシャル水分量は高くなる傾向にあるが、拡散性水溶融池を抑え難くなるため、ビード形状が不安定となる。素量を低減する技術を採用することで、厚板の溶接にもなお、表示される粒度は「公称粒度」であり、例えば12適用することができる。図6は、フラックス中のCO2量が×65は12mesh~65meshの粒度がフラックス全体の一定量を超えると、溶接金属の拡散性水素量は著しく低70%以上含むことを示している。くなることを示している。これは、フラックスに添加された炭酸塩等がアーク熱で分解しCO2ガスを発生させること4.5溶着金属の機械的性質で溶融池周辺の水素分圧を低くし、溶融金属に侵入する(1)溶着金属の合金成分調整水素量を抑制できるためである。この技術により、ボンド溶融フラックスは合金成分の添加が困難であることかフラックスの最大の欠点が解消され、幅広い分野に適用ら、溶着金属の機械的性質は組合せるワイヤの成分でされているものと考える。決定されるため、要求される溶接継手性能に応じたワイなお、極低水素の溶接金属が求められる高強度鋼用ヤを選択する必要がある。フラックスでは、この技術に加え吸湿性に優れたバインボンドフラックスは添加する合金成分の量を調整するダーが採用されている。4.4粒度ことで、溶着金属の機械的性質を変化させることができるため、組合せるワイヤを変えずに要求性能に応じた調整が容易である。ただし、フラックスから必要とする合溶融フラックスでは、表1に示すように使用する溶接条金の全てを大量に添加した場合、溶接金属の機械的性件に応じて粒度構成を選択する必要がある。例えば、小質はフラックスの消費率に大きく影響される。このため電流の溶接で細かい粒度のフラックスを適用した場合、ワイヤとフラックスの両者から合金成分を添加するのがボンドフラックス中のCO2量(mass%)図6ボンドフラックス中のCO2量と溶接金属の拡散性水素量の関係の概念図粒度(mesh)電流範囲(A)表1粒度別の適用電流範囲の一例粗目⇔細目12×6512×150<600500~80012×20020×20020×D500~800800~1100>800-4-(ml/100g)拡散性水素量
 | <
| <  |
|  > |
> |  >>
>>