>> P.190
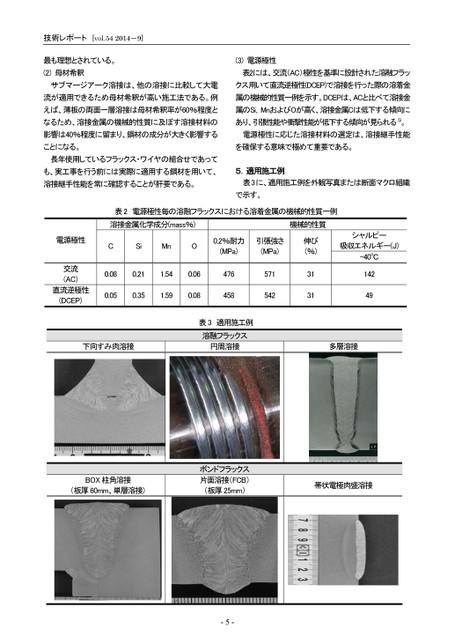
技術レポート[vol.542014-9]最も理想とされている。(2)母材希釈(3)電源極性表2には、交流(AC)極性を基準に設計された溶融フラッサブマージアーク溶接は、他の溶接に比較して大電クス用いて直流逆極性(DCEP)で溶接を行った際の溶着金流が適用できるため母材希釈が高い施工法である。例属の機械的性質一例を示す。DCEPは、ACと比べて溶接金えば、薄板の両面一層溶接は母材希釈率が60%程度と属のSi,MnおよびOが高く、溶接金属Cは低下する傾向になるため、溶接金属の機械的性質に及ぼす溶接材料のあり、引張性能や衝撃性能が低下する傾向が見られる5)。影響は40%程度に留まり、鋼材の成分が大きく影響する電源極性に応じた溶接材料の選定は、溶接継手性能ことになる。を確保する意味で極めて重要である。長年使用しているフラックス・ワイヤの組合せであっても、実工事を行う前には実際に適用する鋼材を用いて、5.適用施工例溶接継手性能を常に確認することが肝要である。表3に、適用施工例を外観写真または断面マクロ組織表2電源極性毎の溶融フラックスにおける溶着金属の機械的性質一例で示す。電源極性交流(AC)直流逆極性(DCEP)溶接金属化学成分(mass%)CSiMnO0.2%耐力(MPa)0.080.211.540.064760.050.351.590.08458機械的性質引張強さ(MPa)伸び(%)5715423131シャルピー吸収エネルギー(J)-40℃14249多層溶接帯状電極肉盛溶接下向すみ肉溶接BOX柱角溶接(板厚60mm、単層溶接)表3適用施工例溶融フラックス円周溶接ボンドフラックス片面溶接(FCB)(板厚25mm)-5-
 | <
| <  |
|  > |
> |  >>
>>