>> P.201
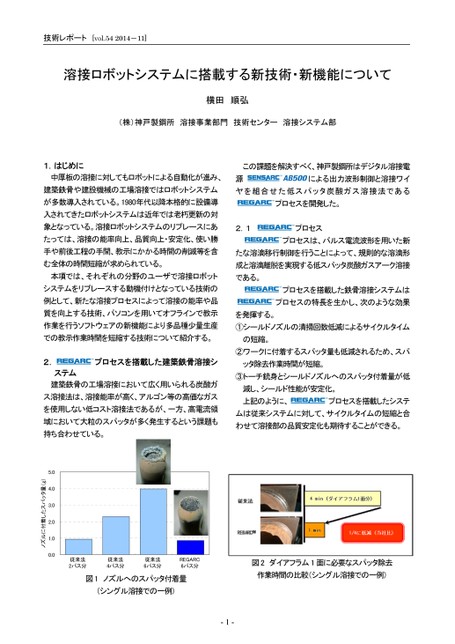
技術レポート[vol.542014-11]溶接ロボットシステムに搭載する新技術・新機能について横田順弘(株)神戸製鋼所溶接事業部門技術センター溶接システム部1.はじめにこの課題を解決すべく、神戸製鋼所はデジタル溶接電中厚板の溶接に対してもロボットによる自動化が進み、源による出力波形制御と溶接ワイ建築鉄骨や建設機械の工場溶接ではロボットシステムヤを組合せた低スパッタ炭酸ガス溶接法であるが多数導入されている。1980年代以降本格的に設備導入されてきたロボットシステムは近年では老朽更新の対象となっている。溶接ロボットシステムのリプレースにあたっては、溶接の能率向上、品質向上・安定化、使い勝2.1プロセスを開発した。プロセスプロセスは、パルス電流波形を用いた新手や前後工程の手間、教示にかかる時間の削減等を含たな溶滴移行制御を行うことによって、規則的な溶滴形む全体の時間短縮が求められている。成と溶滴離脱を実現する低スパッタ炭酸ガスアーク溶接本項では、それぞれの分野のユーザで溶接ロボットである。システムをリプレースする動機付けとなっている技術の例として、新たな溶接プロセスによって溶接の能率や品プロセスを搭載した鉄骨溶接システムはプロセスの特長を生かし、次のような効果質を向上する技術、パソコンを用いてオフラインで教示を発揮する。作業を行うソフトウェアの新機能により多品種少量生産での教示作業時間を短縮する技術について紹介する。①シールドノズルの清掃回数低減によるサイクルタイムの短縮。②ワークに付着するスパッタ量も低減されるため、スパ2.ステムプロセスを搭載した建築鉄骨溶接シッタ除去作業時間が短縮。③トーチ銃身とシールドノズルへのスパッタ付着量が低減し、シールド性能が安定化。上記のように、プロセスを搭載したシステムは従来システムに対して、サイクルタイムの短縮と合わせて溶接部の品質安定化も期待することができる。-1-図2ダイアフラム1面に必要なスパッタ除去作業時間の比較(シングル溶接での一例)建築鉄骨の工場溶接において広く用いられる炭酸ガス溶接法は、溶接能率が高く、アルゴン等の高価なガスを使用しない低コスト溶接法であるが、一方、高電流領域において大粒のスパッタが多く発生するという課題も持ち合わせている。0.0従来法2パス分従来法4パス分従来法6パス分REGARC6パス分図1ノズルへのスパッタ付着量(シングル溶接での一例)5.04.03.02.01.0ノズルに付着したスパッタ量(g)
 | <
| <  |
|  > |
> |  >>
>>