>> P.203
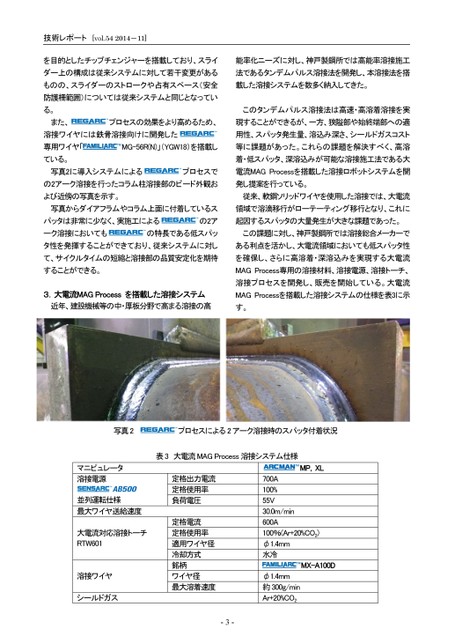
技術レポート[vol.542014-11]を目的としたチップチェンジャーを搭載しており、スライ能率化ニーズに対し、神戸製鋼所では高能率溶接施工ダー上の構成は従来システムに対して若干変更がある法であるタンデムパルス溶接法を開発し、本溶接法を搭ものの、スライダーのストロークや占有スペース(安全載した溶接システムを数多く納入してきた。防護柵範囲)については従来システムと同じとなっている。また、プロセスの効果をより高めるため、現することができるが、一方、狭隘部や始終端部への適このタンデムパルス溶接法は高速・高溶着溶接を実溶接ワイヤには鉄骨溶接向けに開発した用性、スパッタ発生量、溶込み深さ、シールドガスコスト専用ワイヤ「ている。MG-56R(N)」(YGW18)を搭載し等に課題があった。これらの課題を解決すべく、高溶着・低スパッタ、深溶込みが可能な溶接施工法である大写真2に導入システムによるプロセスで電流MAGProcessを搭載した溶接ロボットシステムを開の2アーク溶接を行ったコラム柱溶接部のビード外観お発し提案を行っている。よび近傍の写真を示す。従来、軟鋼ソリッドワイヤを使用した溶接では、大電流写真からダイアフラムやコラム上面に付着しているス領域で溶滴移行がローテーティング移行となり、これにパッタは非常に少なく、実施工によるの2ア起因するスパッタの大量発生が大きな課題であった。ーク溶接においてもの特長である低スパッこの課題に対し、神戸製鋼所では溶接総合メーカーでタ性を発揮することができており、従来システムに対しある利点を活かし、大電流領域においても低スパッタ性て、サイクルタイムの短縮と溶接部の品質安定化を期待を確保し、さらに高溶着・深溶込みを実現する大電流することができる。MAGProcess専用の溶接材料、溶接電源、溶接トーチ、溶接プロセスを開発し、販売を開始している。大電流3.大電流MAGProcessを搭載した溶接システムMAGProcessを搭載した溶接システムの仕様を表3に示近年、建設機械等の中・厚板分野で高まる溶接の高す。写真2プロセスによる2アーク溶接時のスパッタ付着状況表3大電流MAGProcess溶接システム仕様マニピュレータ溶接電源並列運転仕様最大ワイヤ送給速度大電流対応溶接トーチRTW601溶接ワイヤシールドガス定格出力電流定格使用率負荷電圧定格電流定格使用率適用ワイヤ径冷却方式銘柄ワイヤ径最大溶着速度MP,XL700A100%55V30.0m/min600A100%(Ar+20%CO2)φ1.4mm水冷MX-A100Dφ1.4mm約300g/minAr+20%CO2-3-
 | <
| <  |
|  > |
> |  >>
>>