>> P.204
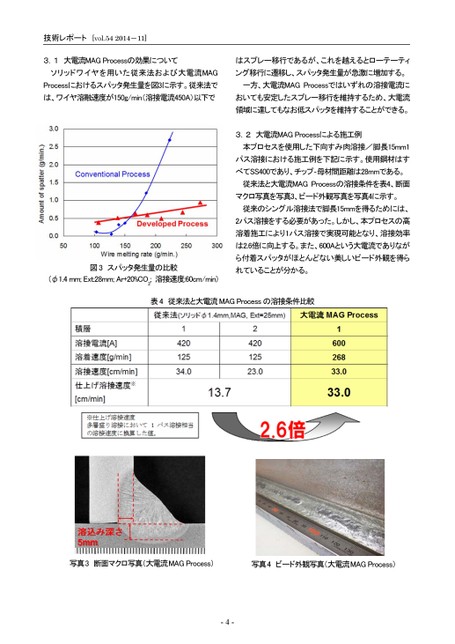
技術レポート[vol.542014-11]3.1大電流MAGProcessの効果についてはスプレー移行であるが、これを越えるとローテーティソリッドワイヤを用いた従来法および大電流MAGング移行に遷移し、スパッタ発生量が急激に増加する。Processにおけるスパッタ発生量を図3に示す。従来法で一方、大電流MAGProcessではいずれの溶接電流には、ワイヤ溶融速度が150g/min(溶接電流450A)以下でおいても安定したスプレー移行を維持するため、大電流(φ1.4mm;Ext:28mm;Ar+20%CO2図3スパッタ発生量の比較;溶接速度:60cm/min)領域に達してもなお低スパッタを維持することができる。3.2大電流MAGProcessによる施工例本プロセスを使用した下向すみ肉溶接/脚長15mm1パス溶接における施工例を下記に示す。使用鋼材はすべてSS400であり、チップ‐母材間距離は28mmである。従来法と大電流MAGProcessの溶接条件を表4、断面マクロ写真を写真3、ビード外観写真を写真4に示す。従来のシングル溶接法で脚長15mmを得るためには、2パス溶接をする必要があった。しかし、本プロセスの高溶着施工により1パス溶接で実現可能となり、溶接効率は2.6倍に向上する。また、600Aという大電流でありながら付着スパッタがほとんどない美しいビード外観を得られていることが分かる。表4従来法と大電流MAGProcessの溶接条件比較-4-写真4ビード外観写真(大電流MAGProcess)写真3断面マクロ写真(大電流MAGProcess)
 | <
| <  |
|  > |
> |  >>
>>