>> P.205
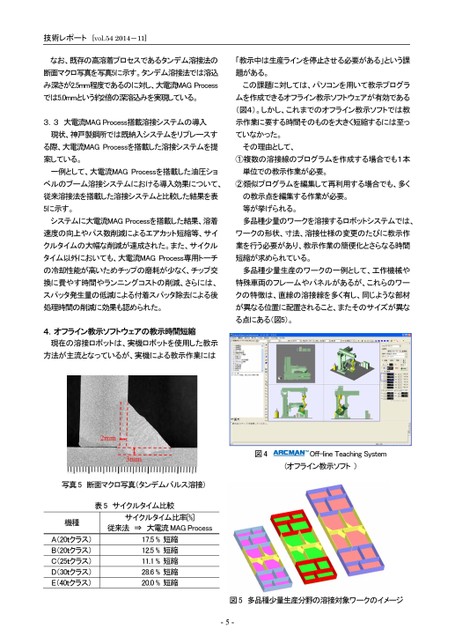
技術レポート[vol.542014-11]なお、既存の高溶着プロセスであるタンデム溶接法の「教示中は生産ラインを停止させる必要がある」という課断面マクロ写真を写真5に示す。タンデム溶接法では溶込題がある。み深さが2.5mm程度であるのに対し、大電流MAGProcessこの課題に対しては、パソコンを用いて教示プログラでは5.0mmという約2倍の深溶込みを実現している。ムを作成できるオフライン教示ソフトウェアが有効である(図4)。しかし、これまでのオフライン教示ソフトでは教3.3大電流MAGProcess搭載溶接システムの導入示作業に要する時間そのものを大きく短縮するには至っ現状、神戸製鋼所では既納入システムをリプレースすていなかった。る際、大電流MAGProcessを搭載した溶接システムを提その理由として、案している。①複数の溶接線のプログラムを作成する場合でも1本一例として、大電流MAGProcessを搭載した油圧ショ単位での教示作業が必要。ベルのブーム溶接システムにおける導入効果について、②類似プログラムを編集して再利用する場合でも、多く従来溶接法を搭載した溶接システムと比較した結果を表5に示す。の教示点を編集する作業が必要。等が挙げられる。システムに大電流MAGProcessを搭載した結果、溶着多品種少量のワークを溶接するロボットシステムでは、速度の向上やパス数削減によるエアカット短縮等、サイワークの形状、寸法、溶接仕様の変更のたびに教示作クルタイムの大幅な削減が達成された。また、サイクル業を行う必要があり、教示作業の簡便化とさらなる時間タイム以外においても、大電流MAGProcess専用トーチ短縮が求められている。の冷却性能が高いためチップの磨耗が少なく、チップ交多品種少量生産のワークの一例として、工作機械や換に費やす時間やランニングコストの削減、さらには、特殊車両のフレームやパネルがあるが、これらのワースパッタ発生量の低減による付着スパッタ除去による後クの特徴は、直線の溶接線を多く有し、同じような部材処理時間の削減に効果も認められた。が異なる位置に配置されること、またそのサイズが異なる点にある(図5)。図4Off-lineTeachingSystem(オフライン教示ソフト)図5多品種少量生産分野の溶接対象ワークのイメージ-5-4.オフライン教示ソフトウェアの教示時間短縮現在の溶接ロボットは、実機ロボットを使用した教示方法が主流となっているが、実機による教示作業には写真5断面マクロ写真(タンデムパルス溶接)表5サイクルタイム比較機種サイクルタイム比率[%]従来法⇒大電流MAGProcessA(20tクラス)B(20tクラス)C(25tクラス)D(30tクラス)E(40tクラス)17.5%短縮12.5%短縮11.1%短縮28.6%短縮20.0%短縮
 | <
| <  |
|  > |
> |  >>
>>