>> P.212
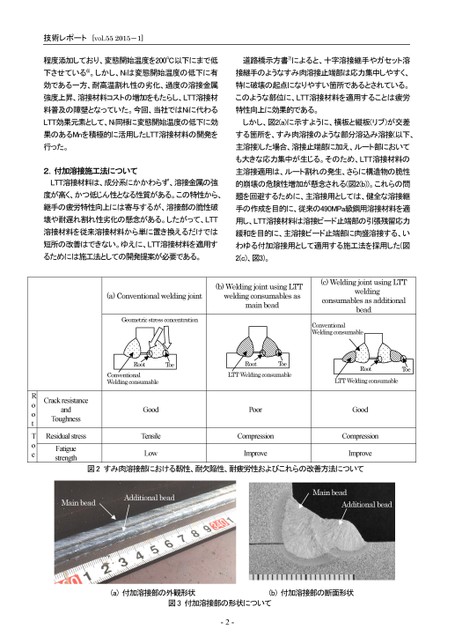
技術レポート[vol.552015-1]程度添加しており、変態開始温度を200℃以下にまで低道路橋示方書7)によると、十字溶接継手やガセット溶下させている6)。しかし、Niは変態開始温度の低下に有接継手のようなすみ肉溶接止端部は応力集中しやすく、効である一方、耐高温割れ性の劣化、過度の溶接金属特に破壊の起点になりやすい箇所であるとされている。強度上昇、溶接材料コストの増加をもたらし、LTT溶接材このような部位に、LTT溶接材料を適用することは疲労料普及の障壁となっていた。今回、当社ではNiに代わる特性向上に効果的である。LTT効果元素として、Ni同様に変態開始温度の低下に効しかし、図2(a)に示すように、横板と縦板(リブ)が交差果のあるMnを積極的に活用したLTT溶接材料の開発をする箇所を、すみ肉溶接のような部分溶込み溶接(以下、行った。2.付加溶接施工法について主溶接)した場合、溶接止端部に加え、ルート部においても大きな応力集中が生じる。そのため、LTT溶接材料の主溶接適用は、ルート割れの発生、さらに構造物の脆性LTT溶接材料は、成分系にかかわらず、溶接金属の強的崩壊の危険性増加が懸念される(図2(b))。これらの問度が高く、かつ低じん性となる性質がある。この特性から、題を回避するために、主溶接用としては、健全な溶接継継手の疲労特性向上には寄与するが、溶接部の脆性破手の作成を目的に、従来の490MPa級鋼用溶接材料を適壊や耐遅れ割れ性劣化の懸念がある。したがって、LTT用し、LTT溶接材料は溶接ビード止端部の引張残留応力溶接材料を従来溶接材料から単に置き換えるだけでは緩和を目的に、主溶接ビード止端部に肉盛溶接する、い短所の改善はできない。ゆえに、LTT溶接材料を適用すわゆる付加溶接用として適用する施工法を採用した(図るためには施工法としての開発提案が必要である。2(c)、図3)。(b)WeldingjointusingLTTweldingconsumablesasmainbeadRootToeLTTWeldingconsumablePoorCompressionImprove(c)WeldingjointusingLTTconsumablesasadditionalweldingbeadConventionalWeldingconsumableRootToeLTTWeldingconsumableGoodCompressionImprove図2すみ肉溶接部における靱性、耐欠陥性、耐疲労性およびこれらの改善方法についてMainbeadAdditionalbeadMainbeadAdditionalbead(a)付加溶接部の外観形状(b)付加溶接部の断面形状図3付加溶接部の形状について-2-(a)ConventionalweldingjointGeometricstressconcentrationRootConventionalWeldingconsumableToeGoodTensileLowCrackresistanceandToughnessResidualstressFatiguestrengthRootToe
 | <
| <  |
|  > |
> |  >>
>>