>> P.213
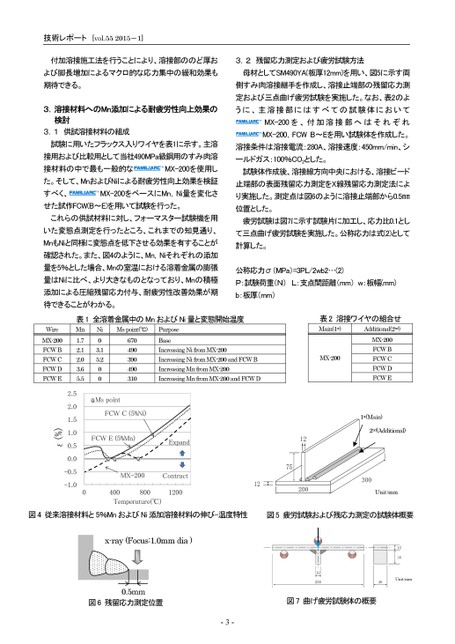
技術レポート[vol.552015-1]付加溶接施工法を行うことにより、溶接部ののど厚お3.2残留応力測定および疲労試験方法よび脚長増加によるマクロ的な応力集中の緩和効果も母材としてSM490YA(板厚12mm)を用い、図5に示す両期待できる。側すみ肉溶接継手を作成し、溶接止端部の残留応力測定および三点曲げ疲労試験を実施した。なお、表2のよ3.溶接材料へのMn添加による耐疲労性向上効果のうに、主溶接部にはすべての試験体において検討3.1供試溶接材料の組成試験に用いたフラックス入りワイヤを表1に示す。主溶接用および比較用として当社490MPa級鋼用のすみ肉溶接材料の中で最も一般的なMX-200を使用した。そして、MnおよびNiによる耐疲労性向上効果を検証すべく、MX-200をベースにMn,Ni量を変化させた試作FCW(B~E)を用いて試験を行った。これらの供試材料に対し、フォーマスター試験機を用いた変態点測定を行ったところ、これまでの知見通り、MnもNiと同様に変態点を低下させる効果を有することが確認された。また、図4のように、Mn,Niそれぞれの添加量を5%とした場合、Mnの室温における溶着金属の膨張量はNiに比べ、より大きなものとなっており、Mnの積極添加による圧縮残留応力付与、耐疲労性改善効果が期待できることがわかる。MX-200を、付加溶接部へはそれぞれMX-200,FCWB~Eを用い試験体を作成した。溶接条件は溶接電流:280A、溶接速度:450mm/min、シールドガス:100%CO2とした。試験体作成後、溶接線方向中央における、溶接ビード止端部の表面残留応力測定をX線残留応力測定法により実施した。測定点は図6のように溶接止端部から0.5㎜位置とした。疲労試験は図7に示す試験片に加工し、応力比0.1として三点曲げ疲労試験を実施した。公称応力は式(2)として計算した。公称応力σ(MPa)=3PL/2wb2…(2)P:試験荷重(N)L:支点間距離(mm)w:板幅(mm)b:板厚(mm)表2溶接ワイヤの組合せMain(1st)Additional(2nd)MX-200MX-200FCWBFCWCFCWDFCWE1st(Main)2nd(Additional)Unit:mm図5疲労試験および残応力測定の試験体概要Unit:mm図7曲げ疲労試験体の概要Mspoint(℃)表1全溶着金属中のMnおよびNi量と変態開始温度Mn1.72.12.03.65.5PurposeBaseIncreasingNifromMX-200IncreasingNifromMX-200andFCWBIncreasingMnfromMX-200IncreasingMnfromMX-200andFCWDNi03.15.2006704903904903102.52.01.51.00.50.0-0.5-1.0MspointFCWC(5%Ni)FCWE(5%Mn)ExpandMX-200Contract04008001200Temperature(℃)WireMX-200FCWBFCWCFCWDFCWEε(%)図4従来溶接材料と5%MnおよびNi添加溶接材料の伸び-温度特性x-ray(Focus:1.0mmdia)0.5mm図6残留応力測定位置-3-
 | <
| <  |
|  > |
> |  >>
>>