>> P.214
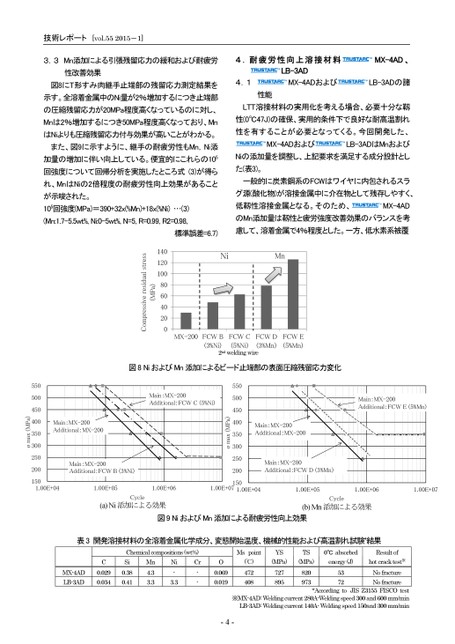
技術レポート[vol.552015-1]3.3Mn添加による引張残留応力の緩和および耐疲労4.耐疲労性向上溶接材料MX-4AD、LB-3AD4.1MX-4ADおよびLB-3ADの諸性能LTT溶接材料の実用化を考える場合、必要十分な靱性(0℃47J)の確保、実用的条件下で良好な耐高温割れ性を有することが必要となってくる。今回開発した、MX-4ADおよびLB-3ADはMnおよびNiの添加量を調整し、上記要求を満足する成分設計とした(表3)。一般的に炭素鋼系のFCWはワイヤに内包されるスラグ源(酸化物)が溶接金属中に介在物として残存しやすく、低靱性溶接金属となる。そのため、MX-4ADのMn添加量は靱性と疲労強度改善効果のバランスを考慮して、溶着金属で4%程度とした。一方、低水素系被覆MnFCWCFCWDFCWE(3%Ni)(5%Ni)(3%Mn)(5%Mn)2ndweldingwire図8NiおよびMn添加によるビード止端部の表面圧縮残留応力変化標準誤差=6.7)NiMX-200FCWB140120100806040200(MPa)Compressiveresidualstress性改善効果図8にT形すみ肉継手止端部の残留応力測定結果を示す。全溶着金属中のNi量が2%増加するにつき止端部の圧縮残留応力が20MPa程度高くなっているのに対し、Mnは2%増加するにつき50MPa程度高くなっており、MnはNiよりも圧縮残留応力付与効果が高いことがわかる。また、図9に示すように、継手の耐疲労性もMn,Ni添加量の増加に伴い向上している。便宜的にこれらの105回強度について回帰分析を実施したところ式(3)が得られ、MnはNiの2倍程度の耐疲労性向上効果があることが示唆された。105回強度(MPa)=390+32x(%Mn)+18x(%Ni)…(3)(Mn:1.7-5.5wt%,Ni:0-5wt%,N=5,R=0.99,R2=0.98,Main:MX-200Additional:FCWE(5%Mn)Main:MX-200Additional:MX-200Main:MX-200Additional:FCWD(3%Mn)550500450400350300250200σmax(MPa)1501.00E+071.00E+041.00E+051.00E+061.00E+07Cycle(b)Mn添加による効果Main:MX-200Additional:FCWC(5%Ni)Main:MX-200Additional:MX-200Main:MX-200Additional:FCWB(3%Ni)1.00E+051.00E+06Cycle(a)Ni添加による効果図9NiおよびMn添加による耐疲労性向上効果表3開発溶接材料の全溶着金属化学成分、変態開始温度、機械的性能および高温割れ試験*結果MX-4ADLB-3ADC0.0290.034Chemicalcompositions(wt%)SiCr-0.380.41-Mn4.33.3Ni-3.3O0.0690.019pointMs(℃)472408YS(MPa)727895TS(MPa)8209730℃absorbedenergy(J)Resultofhotcracktest※5372NofractureNofracture*AccordingtoJISZ3155FISCOtest※MX-4AD:Weldingcurrent280A-Weldingspeed300and600mm/minLB-3AD:Weldingcurrent140A-Weldingspeed150and300mm/min-4-550500450400350300250200150σmax(MPa)1.00E+04
 | <
| <  |
|  > |
> |  >>
>>