>> P.215
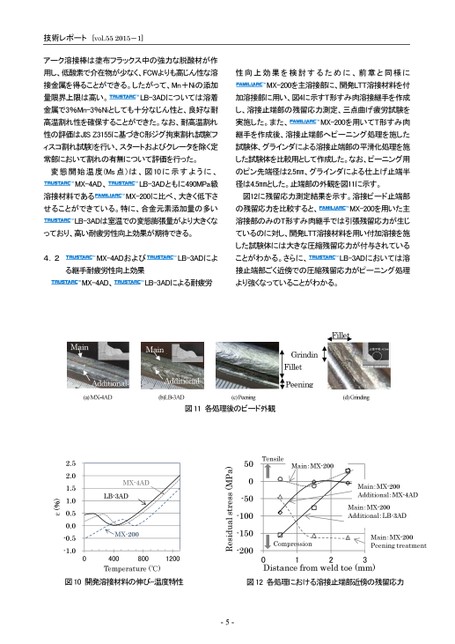
技術レポート[vol.552015-1]アーク溶接棒は塗布フラックス中の強力な脱酸材が作用し、低酸素で介在物が少なく、FCWよりも高じん性な溶性向上効果を検討するために、前章と同様に接金属を得ることができる。したがって、Mn+Niの添加MX-200を主溶接部に、開発LTT溶接材料を付量限界上限は高い。LB-3ADについては溶着加溶接部に用い、図4に示すT形すみ肉溶接継手を作成金属で3%Mn-3%Niとしても十分なじん性と、良好な耐し、溶接止端部の残留応力測定、三点曲げ疲労試験を高温割れ性を確保することができた。なお、耐高温割れ実施した。また、MX-200を用いてT形すみ肉性の評価はJISZ3155に基づきC形ジグ拘束割れ試験(フ継手を作成後、溶接止端部へピーニング処理を施したィスコ割れ試験)を行い、スタートおよびクレータを除く定試験体、グラインダによる溶接止端部の平滑化処理を施常部において割れの有無について評価を行った。した試験体を比較用として作成した。なお、ピーニング用変態開始温度(Ms点)は、図10に示すように、のピン先端径は2.5㎜、グラインダによる仕上げ止端半MX-4AD、LB-3ADともに490MPa級径は4.5㎜とした。止端部の外観を図11に示す。溶接材料であるMX-200に比べ、大きく低下さ図12に残留応力測定結果を示す。溶接ビード止端部せることができている。特に、合金元素添加量の多いの残留応力を比較すると、MX-200を用いた主LB-3ADは室温での変態膨張量がより大きくな溶接部のみのT形すみ肉継手では引張残留応力が生じっており、高い耐疲労性向上効果が期待できる。ているのに対し、開発LTT溶接材料を用い付加溶接を施4.2MX-4ADおよびLB-3ADによことがわかる。さらに、LB-3ADにおいては溶る継手耐疲労性向上効果接止端部ごく近傍での圧縮残留応力がピーニング処理MX-4AD、LB-3ADによる耐疲労より強くなっていることがわかる。した試験体には大きな圧縮残留応力が付与されているTensileMain:MX-200Main:MX-200Additional:MX-4ADMain:MX-200Additional:LB-3ADCompressionMain:MX-200Peeningtreatment01Distancefromweldtoe(mm)23図12各処理における溶接止端部近傍の残留応力Residualstress(MPa)-5-2.52.01.51.00.50.0-0.5-1.00MX-4ADLB-3ADMX-2004008001200Temperature(℃)図10開発溶接材料の伸び-温度特性MainMainAdditional:(a)MX-4ADAdditional(b)LB-3AD図11各処理後のビード外観(c)PeeningFilletGrindinFilletPeening(d)Grinding500-50-100-150-200ε(%)
 | <
| <  |
|  > |
> |  >>
>>