>> P.4
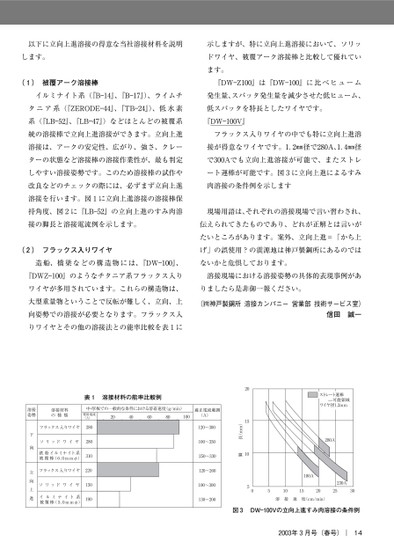
年月号(春号)|14以下に立向上進溶接の得意な当社溶接材料を説明します。()被覆アーク溶接棒イルミナイト系(『B―』、『B―』)、ライムチタニア系(『ZERODE―』、『TB―』)、低水素系(『LB―』、『LB―』)などほとんどの被覆系統の溶接棒で立向上進溶接ができます。立向上進溶接は、アークの安定性、広がり、強さ、クレーターの状態など溶接棒の溶接作業性が、最も判定しやすい溶接姿勢です。このため溶接棒の試作や改良などのチェックの際には、必ずまず立向上進溶接を行います。図に立向上進溶接の溶接棒保持角度、図に『LB―』の立向上進のすみ肉溶接の脚長と溶接電流例を示します。()フラックス入りワイヤ造船、橋梁などの構造物には、『DW―』、『DWZ―』のようなチタニア系フラックス入りワイヤが多用されています。これらの構造物は、大型重量物ということで反転が難しく、立向、上向姿勢での溶接が必要となります。フラックス入りワイヤとその他の溶接法との能率比較を表に示しますが、特に立向上進溶接において、ソリッドワイヤ、被覆アーク溶接棒と比較して優れています。『DW―Z』は『DW―』に比べヒューム発生量、スパッタ発生量を減少させた低ヒューム、低スパッタを特長としたワイヤです。『DW―V』フラックス入りワイヤの中でも特に立向上進溶接が得意なワイヤです。.!径でA、.!径でAでも立向上進溶接が可能で、またストレート運棒が可能です。図に立向上進によるすみ肉溶接の条件例を示します現場用語は、それぞれの溶接現場で言い習わされ、伝えられてきたものであり、どれが正解とは言いがたいところがあります。案外、立向上進=「かち上げ」の誤使用?の震源地は神戸製鋼所にあるのではないかと危惧しております。溶接現場における溶接姿勢の具体的表現事例がありましたら是非御一報ください。(!神戸製鋼所溶接カンパニー営業部技術サービス室)信田誠一ストレート運棒̶可能領域ワイヤ径1.2mm280A201510脚長(mm)50180A230A51015202530溶接速度(cm/min)図DW―Vの立向上進すみ肉溶接の条件例表溶接材料の能率比較例溶接姿勢溶接材料の種類中・厚板での一般的な条件における溶着速度(g/min)使用電流(A)20406080100適正電流範囲(A)120〜300100〜350250〜330120〜260100〜300130〜200フラックス入りワイヤ280ソリッドワイヤ280鉄粉イルミナイト系被覆棒(6.0mmφ)310フラックス入りワイヤ220ソリッドワイヤ150イルミナイト系被覆棒(5.0mmφ)190下向立向上進
 | <
| <  |
|  > |
> |  >>
>>