>> P.5
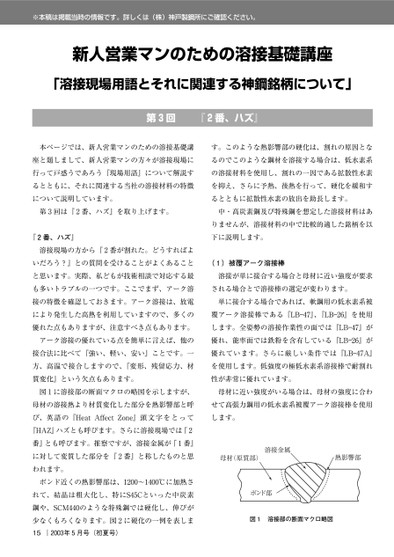
※本稿は掲載当時の情報です。詳しくは(株)神戸製鋼所にご確認ください。新人営業マンのための溶接基礎講座「溶接現場用語とそれに関連する神鋼銘柄について」第回『番、ハズ』本ページでは、新人営業マンのための溶接基礎講座と題しまして、新人営業マンの方々が溶接現場に行って戸惑うであろう『現場用語』について解説するとともに、それに関連する当社の溶接材料の特徴について説明しています。第回は『番、ハズ』を取り上げます。『番、ハズ』溶接現場の方から『番が割れた。どうすればよいだろう?』との質問を受けることがよくあることと思います。実際、私どもが技術相談で対応する最も多いトラブルの一つです。ここでまず、アーク溶接の特徴を確認しておきます。アーク溶接は、放電により発生した高熱を利用していますので、多くの優れた点もありますが、注意すべき点もあります。アーク溶接の優れている点を簡単に言えば、他の接合法に比べて『強い、軽い、安い』ことです。一方、高温で接合しますので、『変形、残留応力、材質変化』という欠点もあります。図に溶接部の断面マクロの略図を示しますが、母材の溶接熱より材質変化した部分を熱影響部と呼び、英語の『HeatZone』頭文字をとって『HAZ』ハズとも呼びます。さらに溶接現場では『Affect番』とも呼びます。推察ですが、溶接金属が『番』に対して変質した部分を『番』と称したものと思われます。ボンド近くの熱影響部は、〜℃に加熱されて、結晶は粗大化し、特にSCといった中炭素鋼や、SCMのような特殊鋼では硬化し、伸びが少なくもろくなります。図に硬化の一例を表しま15|年月号(初夏号)す。このような熱影響部の硬化は、割れの原因となるのでこのような鋼材を溶接する場合は、低水素系の溶接材料を使用し、割れの一因である拡散性水素を抑え、さらに予熱、後熱を行って、硬化を緩和するとともに拡散性水素の放出を助長します。中・高炭素鋼及び特殊鋼を想定した溶接材料はありませんが、溶接材料の中で比較的適した銘柄を以下に説明します。()被覆アーク溶接棒溶接が単に接合する場合と母材に近い強度が要求される場合とで溶接棒の選定が変わります。単に接合する場合であれば、軟鋼用の低水素系被覆アーク溶接棒である『LB―』、『LB―』を使用します。全姿勢の溶接作業性の面では『LB―』が優れ、能率面では鉄粉を含有している『LB―』が優れています。さらに厳しい条件では『LB―A』を使用します。低強度の極低水素系溶接棒で耐割れ性が非常に優れています。母材に近い強度がいる場合は、母材の強度に合わせて高張力鋼用の低水素系被覆アーク溶接棒を使用します。溶接金属母材(原質部)熱影響部ボンド部図溶接部の断面マクロ略図
 | <
| <  |
|  > |
> |  >>
>>