>> P.26
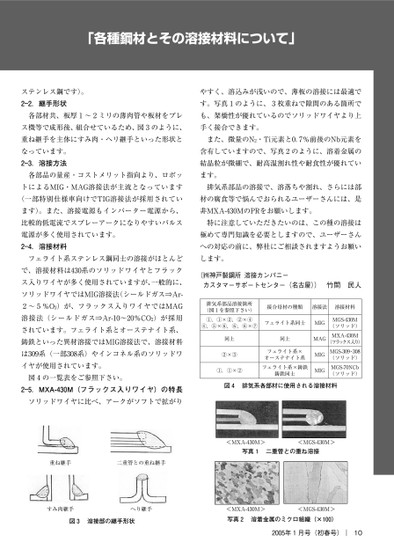
「各種鋼材とその溶接材料について」ステンレス鋼です)。.継手形状―各部材共、板厚〜ミリの薄肉管や板材をプレス機等で成形後、組合せているため、図のように、重ね継手を主体にすみ肉・ヘリ継手といった形状となっています。―.溶接方法各部品の量産・コストメリット指向より、ロボットによるMIG・MAG溶接法が主流となっています(一部特別仕様車向けでTIG溶接法が採用されています)。また、溶接電源もインバーター電源から、比較的低電流でスプレーアークになりやすいパルス電源が多く使用されています。―.溶接材料フェライト系ステンレス鋼同士の溶接がほとんどで、溶接材料は系のソリッドワイヤとフラックス入りワイヤが多く使用されていますが、一般的に、ソリッドワイヤではMIG溶接法(シールドガス⇒Ar-〜%O)が、フラックス入りワイヤではMAG溶接法(シールドガス⇒Ar-〜%CO)が採用されています。フェライト系とオーステナイト系、鋳鉄といった異材溶接ではMIG溶接法で、溶接材料は系(一部系)やインコネル系のソリッドワイヤが使用されています。図の一覧表をご参照下さい。―.MXA-M(フラックス入りワイヤ)の特長ソリッドワイヤに比べ、アークがソフトで拡がりやすく、溶込みが浅いので、薄板の溶接には最適です。写真のように、枚重ねで隙間のある箇所でも、架橋性が優れているのでソリッドワイヤより上手く接合できます。また、微量のN・Ti元素と.%前後のNb元素を含有していますので、写真のように、溶着金属の結晶粒が微細で、耐高温割れ性や耐食性が優れています。排気系部品の溶接で、溶落ちや割れ、さらには部材の腐食等で悩んでおられるユーザーさんには、是非MXA-MのPRをお願いします。特に注意していただきたいのは、この種の溶接は極めて専門知識を必要としますので、ユーザーさんへの対応の前に、弊社にご相談されますようお願いします。(!神戸製鋼所溶接カンパニーカスタマーサポートセンター(名古屋))竹間民人排気系部品溶接箇所(図を参照下さい)①,①×②,②×④④,⑤×⑥,⑥,⑥×⑦同上②×③①,①×②接合母材の種類溶接法溶接材料フェライト系同士MIG同上フェライト系×オーステナイト系フェライト系×鋳鉄鋳鉄同士MAGMIGMIGMGS-M(ソリッド)MXA-M(フラックス入り)MGS-・(ソリッド)MGS-NCb(ソリッド)図排気系各部材に使用される溶接材料重ね継手二重管との重ね継手<MXA-M><MGS-M>写真二重管との重ね溶接すみ肉継手へり継手図溶接部の継手形状<MXA-M><MGS-M>写真溶着金属のミクロ組織(×)年月号(初春号)|10
 | <
| <  |
|  > |
> |  >>
>>