>> P.36
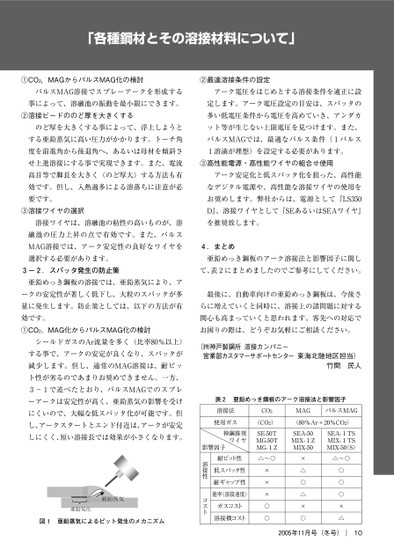
アーク電圧をはじめとする溶接条件を適正に設定します。アーク電圧設定の目安は、スパッタの多い低電圧条件から電圧を高めていき、アンダカット等が生じない上限電圧を見つけます。また、パルスMAGでは、最適なパルス条件(パルス溶滴が理想)を設定する必要があります。③高性能電源・高性能ワイヤの組合せ使用アーク安定化と低スパッタ化を狙った、高性能なデジタル電源や、高性能な溶接ワイヤの使用をお奨めします。弊社からは、電源として『LSD』、溶接ワイヤとして『SEあるいはSEAワイヤ』を推奨致します。.まとめ亜鉛めっき鋼板のアーク溶接法と影響因子に関して、表にまとめましたのでご参考にしてください。最後に、自動車向けの亜鉛めっき鋼板は、今後さらに増えていくと同時に、溶接上の諸問題に対する関心も高まっていくと思われます。客先への対応でお困りの際は、どうぞお気軽にご相談ください。(!神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター東海北陸地区担当)民人竹間MAGパルスMAG(%Ar+%CO)SEA-MIX-ZMIX-SEA-TSMIX-TSMIX-(S)△〜〇〇〇〇×△×△〇△×〇CO(CO)SE-TMG-TMG-Z△〜〇×××〇〇年月号(冬号)|10亜鉛めっき鋼板のアーク溶接法と影響因子表溶接法使用ガス神鋼推奨ワイヤ影響因子耐ピット性低スパッタ性耐ギャップ性能率(溶接速度)ガスコスト溶接機コスト溶接性コストパルスMAG溶接でスプレーアークを形成する事によって、溶融池の振動を最小限にできます。②溶接ビードののど厚を大きくするのど厚を大きくする事によって、浮上しようとする亜鉛蒸気に高い圧力がかかります。トーチ角度を前進角から後退角へ、あるいは母材を傾斜させ上進溶接にする事で実現できます。また、電流高目等で脚長を大きく(のど厚大)する方法も有効です。但し、入熱過多による溶落ちに注意が必要です。③溶接ワイヤの選択溶接ワイヤは、溶融池の粘性の高いものが、溶融池の圧力上昇の点で有効です。また、パルスMAG溶接では、アーク安定性の良好なワイヤを選択する必要があります。-.スパッタ発生の防止策亜鉛めっき鋼板の溶接では、亜鉛蒸気により、アークの安定性が著しく低下し、大粒のスパッタが多量に発生します。防止策としては、以下の方法が有効です。①CO、MAG化からパルスMAG化の検討シールドガスのAr流量を多く(比率%以上)する事で、アークの安定が良くなり、スパッタが減少します。但し、通常のMAG溶接は、耐ピット性が劣るのであまりお奨めできません。一方、-で述べたとおり、パルスMAGでのスプレーアークは安定性が高く、亜鉛蒸気の影響を受けにくいので、大幅な低スパッタ化が可能です。但し、アークスタートとエンド付近は、アークが安定しにくく、短い溶接長では効果が小さくなります。図亜鉛蒸気によるピット発生のメカニズム「各種鋼材とその溶接材料について」①CO,MAGからパルスMAG化の検討②最適溶接条件の設定
 | <
| <  |
|  > |
> |  >>
>>