>> P.38
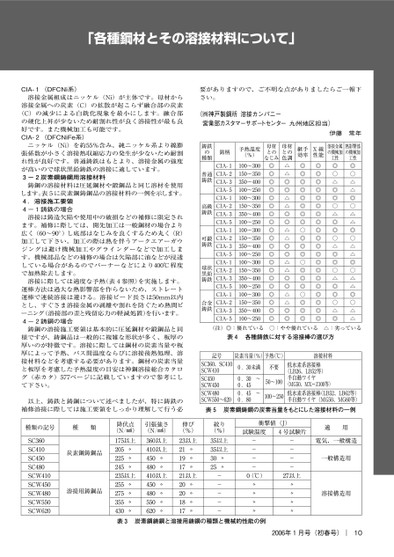
「各種鋼材とその溶接材料について」要がありますので、ご不明な点がありましたらご一報下さい。(!神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター九州地区担当)銘柄予熱温度(%)母材とのなじみ母材との色調継手効率X線性能伊藤常年溶接金属の機械加工性熱影響部の機械加工性鋳鉄類の種◎○△△◎○△△◎○△△◎○△△◎○△△◎○△◎◎○△◎◎○△◎◎○△◎◎○△◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎○◎◎◎○◎◎◎○◎◎◎△△◎◎△△◎◎△△◎◎△△◎◎△△◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎◎○:やや優れている△:劣っている普通鋳鉄高級鋳鉄可鍛鋳鉄球状黒鉛鋳鉄合金鋳鉄CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-CIA-〜〜〜〜〜〜〜〜〜〜〜〜〜〜〜〜〜〜〜〜(注)◎:優れている表各種鋳鉄に対する溶接棒の選び方記号SC、SCSCWSCSCWSCWSCW〜炭素当量(%)予熱(℃)溶接材料.未満不要〜〜....〜〜低水素系溶接棒(LB、LB等)半自動ワイヤ(MG、MXーZ等)低水素系溶接棒(LB、LB等)半自動ワイヤ(MG、MG等)表炭素鋼鋳鋼の炭素当量をもとにした溶接材料の一例CIA-(DFCNi系)溶接金属組成はニッケル(Ni)が主体です。母材から溶接金属への炭素(C)の拡散が起こらず融合部の炭素(C)の減少による白銑化現象を最小にします。融合部の硬化上昇が少ないため耐割れ性が良く溶接性が最も良好です。また機械加工も可能です。CIA-(DFCNiFe系)ニッケル(Ni)を約%含み、純ニッケル系より線膨張係数が小さく溶接熱収縮応力の発生が少ないため耐割れ性が良好です。普通鋳鉄はもとより、溶接金属の強度が高いので球状黒鉛鋳鉄の溶接に適しています。-炭素鋼鋳鋼用溶接材料鋳鋼の溶接材料は圧延鋼材や鍛鋼品と同じ溶材を使用します。表に炭素鋼鋳鋼品の溶接材料の一例を示します。.溶接施工要領-鋳鉄の場合溶接は鋳造欠陥や使用中の破損などの補修に限定されます。補修に際しては、開先加工は一般鋼材の場合より広く(〜°)し底部はなじみを良くするため丸く(R)加工して下さい。加工の際は熱を伴うアークエアーガウジングは避け機械加工やグラインダーなどで加工します。機械部品などの補修の場合は欠陥部に油などが浸透している場合があるのでバーナーなどにより℃程度で加熱除去します。溶接に際しては適度な予熱(表参照)を実施します。運棒方法は過大な熱影響部を作らないため、ストレート運棒で連続溶接は避ける。溶接ビード長さはmm以内とし、すぐさま溶接金属の剥離や割れを防ぐため熱間ピーニング(溶接部の歪と残留応力の軽減処置)を行います。-鋳鋼の場合鋳鋼の溶接施工要領は基本的に圧延鋼材や鍛鋼品と同様ですが、鋳鋼品は一般的に複雑な形状が多く、板厚の厚いのが特徴です。溶接に際しては鋼材の炭素当量や板厚によって予熱、パス間温度ならびに溶接後熱処理、溶接材料などを考慮する必要があります。鋼材の炭素当量と板厚を考慮した予熱温度の目安は神鋼溶接総合カタログ(赤カタ)ページに記載していますので参考にして下さい。以上、鋳鉄と鋳鋼について述べましたが、特に鋳鉄の補修溶接に際しては施工要領をしっかり理解して行う必年月号(初春号)|10適用電気、一般構造一般構造用溶接構造用衝撃値(J)試験温度号試験片--------(℃)以上〃〃〃〃〃〃〃〃絞り(%)以上以上〃〃-----降伏点(N/!)以上〃〃〃以上〃〃〃〃引張強さ(N/!)以上以上〃〃以上〃〃〃〃伸び(%)以上〃〃〃以上〃〃〃〃表炭素鋼鋳鋼と溶接用鋳鋼の種類と機械的性能の例種類の記号種類SCSCSCSCSCWSCWSCWSCWSCW炭素鋼鋳鋼品溶接用鋳鋼品
 | <
| <  |
|  > |
> |  >>
>>