>> P.40
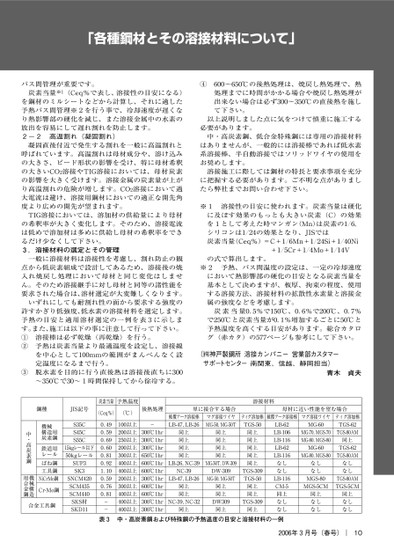
「各種鋼材とその溶接材料について」パス間管理が重要です。炭素当量※(Ceq%で表し、溶接性の目安になる)を鋼材のミルシートなどから計算し、それに適した予熱パス間管理※を行う事で、冷却速度が遅くなり熱影響部の硬化を減じ、また溶接金属中の水素の放出を容易にして遅れ割れを防止します。-高温割れ(凝固割れ)凝固直後付近で発生する割れを一般に高温割れと呼ばれています。高温割れは母材成分や、溶け込みの大きさ、ビード形状の影響を受け、特に母材希釈の大きいCO溶接やTIG溶接においては、母材炭素の影響を大きく受けます。溶接金属の炭素量が上がり高温割れの危険が増します。CO溶接において過大電流は避け、溶接用鋼材においての適正な開先角度より広めの開先が望まれます。TIG溶接においては、溶加材の供給量により母材の希釈率が大きく変化します。そのため、溶接電流は低めで溶加材は多めに供給し母材の希釈率をできるだけ少なくして下さい。.溶接材料の選定とその管理一般に溶接材料は溶接性を考慮し、割れ防止の観点から低炭素組成で設計してあるため、溶接後の焼入れ焼戻し処理において母材と同じ変化はしません。そのため溶接継手に対し母材と同等の諸性能を要求された場合は、溶材選定が大変難しくなります。いずれにしても耐割れ性の面から要求する強度の許すかぎり低強度、低水素の溶接材料を選定します。予熱の目安と適用溶材選定の一例を表に示します。また、施工は以下の事に注意して行って下さい。①②溶接棒は必ず乾燥(再乾燥)を行う。予熱は炭素当量より最適温度を設定し、溶接線を中心としてmmの範囲がまんべんなく設定温度になるまで行う。脱水素を目的に行う直後熱は溶接後直ちに〜℃で〜時間保持してから徐冷する。③④〜℃の後熱処理は、焼戻し熱処理で、熱処理までに時間がかかる場合や焼戻し熱処理が出来ない場合は必ず〜℃の直後熱を施して下さい。以上説明しました点に気をつけて慎重に施工する必要があります。中・高炭素鋼、低合金特殊鋼には専用の溶接材料はありませんが、一般的には溶接棒であれば低水素系溶接棒、半自動溶接ではソリッドワイヤの使用をお奨めします。溶接施工に際しては鋼材の特長と要求事項を充分に把握する必要があります。ご不明な点がありましたら弊社までお問い合わせ下さい。※溶接性の目安に使われます。炭素当量は硬化に及ぼす効果のもっとも大きい炭素(C)の効果をとして考えた時マンガン(Mn)は炭素の/,シリコンは/の効果となり、JISでは炭素当量(Ceq%)=C+/Mn+/Si+/Ni+/Cr+/Mo+/Vの式で算出します。※予熱、パス間温度の設定は、一定の冷却速度において熱影響部の硬化の目安となる炭素当量を基本として決めますが、板厚、拘束の程度、使用する溶接方法、溶接材料の拡散性水素量と溶接金属の強度などを考慮します。炭素当量.%で℃、.%で℃、.%で℃と炭素当量が.%増加するごとに℃と予熱温度を高くする目安があります。総合カタログ(赤カタ)のページも参考にして下さい。(!神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター南関東、信越、静岡担当)青木貞夫年月号(春号)|10鋼種JIS記号炭素当量予熱温度(Ceq%)(℃)後熱処理溶接材料被覆アーク溶接棒LB-,LB-単に接合する場合マグ溶接ワイヤMG-,MG-Tティグ溶加棒TGS-母材に近い性能を望む場合被覆アーク溶接棒マグ溶接ワイヤMG-MG-,MGS-MG-,MGS-MG-MG-,MGS-ティグ溶加棒TGS-TGS-AM同上TGS-TGS-AMMGS-MGS-CMTGS-AMTGS-CMなしなし同上なしなしなしなし同上なしなしLB-LB-LB-LB-LB--LB-,NC-同上同上同上同上同上同上同上同上同上同上同上同上同上以上以上以上以上以上以上以上以上以上以上以上以上中・高炭素鋼および特殊鋼の予熱温度の目安と溶接材料の一例℃hr℃hr℃hr℃hr℃hr℃hr℃hr℃hr℃hr℃hr℃hrTGS-TGS-NC-,NC-MG-T,DW-LB-,LB-MG-,MG-TTGS-同上同上同上同上DW同上DW-同上同上同上NC-同上なしなしLB-CM-同上なしなし..........--表SCSCSCkgレール以下kgレールSUPSKSNCMSCMSCMSKS材SKD機械構造用炭素鋼鉄道用レールばね鋼工具鋼NiCrMo鋼Cr-Mo鋼中・高炭素鋼機械構造用合金鋼合金工具鋼
 | <
| <  |
|  > |
> |  >>
>>