>> P.6
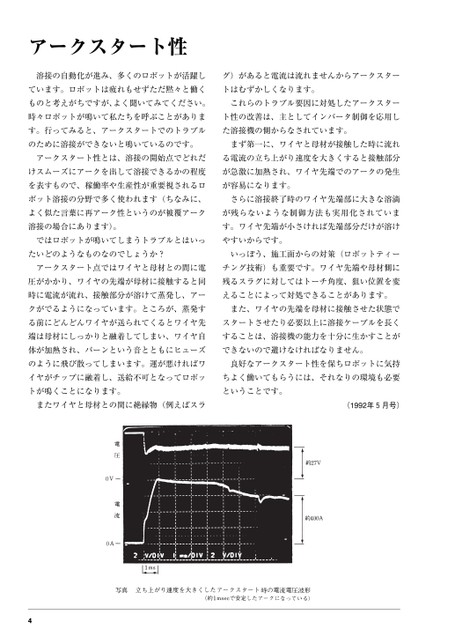
アークスタート性溶接の自動化が進み、多くのロボットが活躍しグ)があると電流は流れませんからアークスターています。ロボットは疲れもせずただ黙々と働くトはむずかしくなります。ものと考えがちですが、よく聞いてみてください。これらのトラブル要因に対処したアークスター時々ロボットが鳴いて私たちを呼ぶことがありまト性の改善は、主としてインバータ制御を応用しす。行ってみると、アークスタートでのトラブルた溶接機の側からなされています。のために溶接ができないと鳴いているのです。まず第一に、ワイヤと母材が接触した時に流れアークスタート性とは、溶接の開始点でどれだる電流の立ち上がり速度を大きくすると接触部分けスムーズにアークを出して溶接できるかの程度が急激に加熱され、ワイヤ先端でのアークの発生を表すもので、稼働率や生産性が重要視されるロが容易になります。ボット溶接の分野で多く使われます(ちなみに、さらに溶接終了時のワイヤ先端部に大きな溶滴よく似た言葉に再アーク性というのが被覆アークが残らないような制御方法も実用化されていま溶接の場合にあります)。す。ワイヤ先端が小さければ先端部分だけが溶けではロボットが鳴いてしまうトラブルとはいっやすいからです。たいどのようなものなのでしょうか?いっぽう、施工面からの対策(ロボットティーアークスタート点ではワイヤと母材との間に電チング技術)も重要です。ワイヤ先端や母材側に圧がかかり、ワイヤの先端が母材に接触すると同残るスラグに対してはトーチ角度、狙い位置を変時に電流が流れ、接触部分が溶けて蒸発し、アーえることによって対処できることがあります。クがでるようになっています。ところが、蒸発すまた、ワイヤの先端を母材に接触させた状態でる前にどんどんワイヤが送られてくるとワイヤ先スタートさせたり必要以上に溶接ケーブルを長く端は母材にしっかりと融着してしまい、ワイヤ自することは、溶接機の能力を十分に生かすことが体が加熱され、パーンという音とともにヒューズできないので避けなければなりません。のように飛び散ってしまいます。運が悪ければワ良好なアークスタート性を保ちロボットに気持イヤがチップに融着し、送給不可となってロボッちよく働いてもらうには、それなりの環境も必要トが鳴くことになります。ということです。またワイヤと母材との間に絶縁物(例えばスラ(1992年5月号)4
 | <
| <  |
|  > |
> |  >>
>>