>> P.17
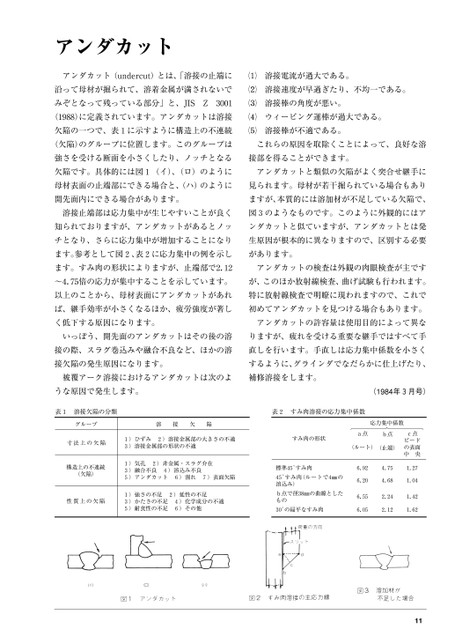
アンダカットアンダカット(undercut)とは、「溶接の止端に沿って母材が掘られて、溶着金属が満されないでみぞとなって残っている部分」と、JISZ3001(1988)に定義されています。アンダカットは溶接欠陥の一つで、表1に示すように構造上の不連続溶接電流が過大である。溶接速度が早過ぎたり、不均一である。溶接棒の角度が悪い。ウィービング運棒が過大である。溶接棒が不適である。(欠陥)のグループに位置します。このグループはこれらの原因を取除くことによって、良好な溶強さを受ける断面を小さくしたり、ノッチとなる接部を得ることができます。欠陥です。具体的には図1(イ)、(ロ)のようにアンダカットと類似の欠陥がよく突合せ継手に母材表面の止端部にできる場合と、(ハ)のように見られます。母材が若干掘られている場合もあり開先面内にできる場合があります。ますが、本質的には溶加材が不足している欠陥で、溶接止端部は応力集中が生じやすいことが良く図3のようなものです。このように外観的にはア知られておりますが、アンダカットがあるとノッンダカットと似ていますが、アンダカットとは発チとなり、さらに応力集中が増加することになり生原因が根本的に異なりますので、区別する必要ます。参考として図2、表2に応力集中の例を示しがあります。ます。すみ肉の形状によりますが、止端部で2.12アンダカットの検査は外観の肉眼検査が主です〜4.75倍の応力が集中することを示しています。が、このほか放射線検査、曲げ試験も行われます。以上のことから、母材表面にアンダカットがあれ特に放射線検査で明瞭に現われますので、これでば、継手効率が小さくなるほか、疲労強度が著し初めてアンダカットを見つける場合もあります。く低下する原因になります。アンダカットの許容量は使用目的によって異ないっぽう、開先面のアンダカットはその後の溶りますが、疲れを受ける重要な継手ではすべて手接の際、スラグ巻込みや融合不良など、ほかの溶直しを行います。手直しは応力集中係数を小さく接欠陥の発生原因になります。するように、グラインダでなだらかに仕上げたり、被覆アーク溶接におけるアンダカットは次のよ補修溶接をします。うな原因で発生します。(1984年3月号)表1溶接欠陥の分類表2すみ肉溶接の応力集中係数グループ溶接欠陥応力集中係数寸法上の欠陥構造上の不連続(欠陥)性質上の欠陥13ひずみ)2)溶接金属部)溶接金属部の不適形状のの大きさの不適すみ肉の形状a点b点(ルート)(止端)135)気孔2)融合不良)4アンダカット)非金属・)溶込スラグみ不良れ)割6介在7)表面欠陥不足2135さの)強))耐食性かたさのの不足不足の)延性46不足)化学成分)その他の不適標準45゜すみ肉゜すみ肉(ルー4トで㎜の45溶込み)で径38b点もの㎜の曲線とした30゜の扁平なすみ肉6.926.206.556.054.754.682.242.12c点ビの中ード表面央1.271.041.421.6211
 | <
| <  |
|  > |
> |  >>
>>