>> P.34
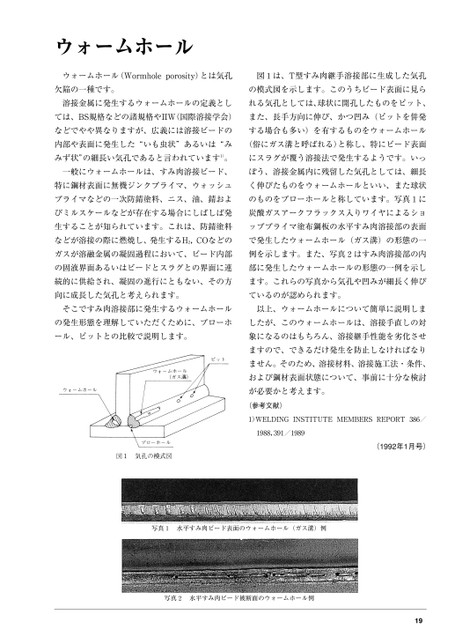
ウォームホールウォームホール(Wormholeporosity)とは気孔図1は、T型すみ肉継手溶接部に生成した気孔欠陥の一種です。の模式図を示します。このうちビード表面に見ら溶接金属に発生するウォームホールの定義としれる気孔としては、球状に開孔したものをピット、ては、BS規格などの諸規格やIIW(国際溶接学会)また、長手方向に伸び、かつ凹み(ピットを併発などでやや異なりますが、広義には溶接ビードのする場合も多い)を有するものをウォームホール内部や表面に発生した“いも虫状”あるいは“み(俗にガス溝と呼ばれる)と称し、特にビード表面みず状”の細長い気孔であると言われています1)。にスラグが覆う溶接法で発生するようです。いっ一般にウォームホールは、すみ肉溶接ビード、ぽう、溶接金属内に残留した気孔としては、細長特に鋼材表面に無機ジンクプライマ、ウォッシュく伸びたものをウォームホールといい、また球状プライマなどの一次防錆塗料、ニス、油、錆およのものをブローホールと称しています。写真1にびミルスケールなどが存在する場合にしばしば発炭酸ガスアークフラックス入りワイヤによるショ生することが知られています。これは、防錆塗料ッププライマ塗布鋼板の水平すみ肉溶接部の表面などが溶接の際に燃焼し、発生するH2,COなどので発生したウォームホール(ガス溝)の形態の一ガスが溶融金属の凝固過程において、ビード内部例を示します。また、写真2はすみ肉溶接部の内の固液界面あるいはビードとスラグとの界面に連部に発生したウォームホールの形態の一例を示し続的に供給され、凝固の進行にともない、その方ます。これらの写真から気孔や凹みが細長く伸び向に成長した気孔と考えられます。ているのが認められます。そこですみ肉溶接部に発生するウォームホール以上、ウォームホールについて簡単に説明しまの発生形態を理解していただくために、ブローホしたが、このウォームホールは、溶接手直しの対ール、ピットとの比較で説明します。象になるのはもちろん、溶接継手性能を劣化させますので、できるだけ発生を防止しなければなりません。そのため、溶接材料、溶接施工法・条件、および鋼材表面状態について、事前に十分な検討が必要かと考えます。(参考文献)1)WELDINGINSTITUTEMEMBERSREPORT386/1988,391/1989(1992年1月号)写真1水平すみ肉ビード表面のウォームホール(ガス溝)例写真2水平すみ肉ビード被断面のウォームホール例19
 | <
| <  |
|  > |
> |  >>
>>