>> P.36
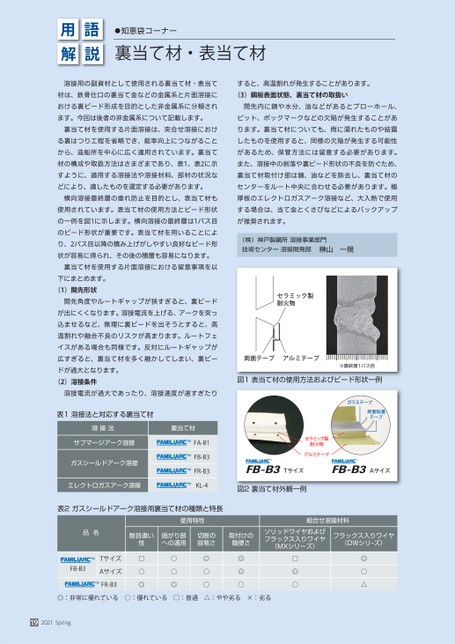
用解語説●知恵袋コーナー裏当て材・表当て材溶接用の副資材として使用される裏当て材・表当て材は、鉄骨仕口の裏当て金などの金属系と片面溶接における裏ビード形成を目的とした非金属系に分類されます。今回は後者の非金属系について記載します。裏当て材を使用する片面溶接は、突合せ溶接における裏はつり工程を省略でき、能率向上につながることから、造船所を中心に広く適用されています。裏当て材の構成や取扱方法はさまざまであり、表1、表2に示すように、適用する溶接法や溶接材料、部材の状況などにより、適したものを選定する必要があります。横向溶接最終層の垂れ防止を目的とし、表当て材も使用されています。表当て材の使用方法とビード形状の一例を図1に示します。横向溶接の最終層は1パス目のビード形状が重要です。表当て材を用いることにより、2パス目以降の積み上げがしやすい良好なビード形状が容易に得られ、その後の積層も容易になります。裏当て材を使用する片面溶接における留意事項を以下にまとめます。(1)開先形状開先角度やルートギャップが狭すぎると、裏ビードが出にくくなります。溶接電流を上げる、アークを突っ込ませるなど、無理に裏ビードを出そうとすると、高温割れや融合不良のリスクが高まります。ルートフェイスがある場合も同様です。反対にルートギャップが広すぎると、裏当て材を多く融かしてしまい、裏ビードが過大となります。(2)溶接条件溶接電流が過大であったり、溶接速度が速すぎたり表1溶接法と対応する裏当て材溶接法裏当て材サブマージアーク溶接ガスシールドアーク溶接エレクトロガスアーク溶接FA-B1FB-B3FR-B3KL-4すると、高温割れが発生することがあります。(3)鋼板表面状態、裏当て材の取扱い開先内に錆や水分、油などがあるとブローホール、ピット、ポックマークなどの欠陥が発生することがあります。裏当て材についても、雨に濡れたものや結露したものを使用すると、同様の欠陥が発生する可能性があるため、保管方法には留意する必要があります。また、溶接中の剥落や裏ビード形状の不良を防ぐため、裏当て材取付け部は錆、油などを除去し、裏当て材のセンターをルート中央に合わせる必要があります。極厚板のエレクトロガスアーク溶接など、大入熱で使用する場合は、当て金とくさびなどによるバックアップが推奨されます。(株)神戸製鋼所溶接事業部門技術センター溶接開発部榊山一規セラミック製耐火物両面テープアルミテープ※最終層1パス目図1表当て材の使用方法およびビード形状一例ガラステープ両面粘着テープセラミック製耐火物アルミテープFB-B3TサイズFB-B3Aサイズ図2裏当て材外観一例表2ガスシールドアーク溶接用裏当て材の種類と特長使用特性組合せ溶接材料品名耐目違い性曲がり部への適用切断の容易さ取付けの簡便さソリッドワイヤおよびフラックス入りワイヤ(MXシリーズ)フラックス入りワイヤ(DWシリーズ)FB-B3TサイズAサイズFR-B3□○◎○○◎◎○○◎◎○□◎○◎:非常に優れている○:優れている□:普通△:やや劣る×:劣る◎○△192021Spring
 | <
| <  |
|  > |
> |  >>
>>