>> P.46
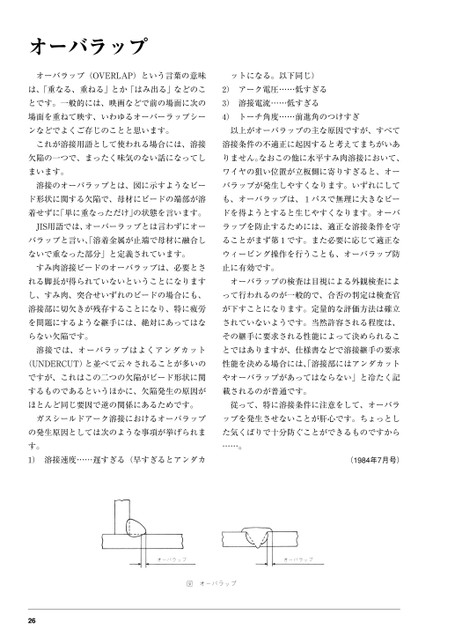
オーバラップオーバラップ(OVERLAP)という言葉の意味ットになる。以下同じ)は、「重なる、重ねる」とか「はみ出る」などのこ2)アーク電圧……低すぎるとです。一般的には、映画などで前の場面に次の3)溶接電流……低すぎる場面を重ねて映す、いわゆるオーバーラップシー4)トーチ角度……前進角のつけすぎンなどでよくご存じのことと思います。以上がオーバラップの主な原因ですが、すべてこれが溶接用語として使われる場合には、溶接溶接条件の不適正に起因すると考えてまちがいあ欠陥の一つで、まったく味気のない話になってしりません。なおこの他に水平すみ肉溶接において、まいます。ワイヤの狙い位置が立板側に寄りすぎると、オー溶接のオーバラップとは、図に示すようなビーバラップが発生しやすくなります。いずれにしてド形状に関する欠陥で、母材にビードの端部が溶も、オーバラップは、1パスで無理に大きなビー着せずに「単に重なっただけ」の状態を言います。ドを得ようとすると生じやすくなります。オーバJIS用語では、オーバーラップとは言わずにオーラップを防止するためには、適正な溶接条件を守バラップと言い、溶着金属が止端で母材に融合しることがまず第1です。また必要に応じて適正なないで重なった部分」と定義されています。ウィービング操作を行うことも、オーバラップ防すみ肉溶接ビードのオーバラップは、必要とさ止に有効です。れる脚長が得られていないということになりますオーバラップの検査は目視による外観検査によし、すみ肉、突合せいずれのビードの場合にも、って行われるのが一般的で、合否の判定は検査官溶接部に切欠きが残存することになり、特に疲労が下すことになります。定量的な評価方法は確立を問題にするような継手には、絶対にあってはなされていないようです。当然許容される程度は、らない欠陥です。その継手に要求される性能によって決められるこ溶接では、オーバラップはよくアンダカットとではありますが、仕様書などで溶接継手の要求(UNDERCUT)と並べて云々されることが多いの性能を決める場合には、溶接部にはアンダカットですが、これはこの二つの欠陥がビード形状に関やオーバラップがあってはならない」と冷たく記するものであるというほかに、欠陥発生の原因が載されるのが普通です。ほとんど同じ要因で逆の関係にあるためです。従って、特に溶接条件に注意をして、オーバラガスシールドアーク溶接におけるオーバラップップを発生させないことが肝心です。ちょっとしの発生原因としては次のような事項が挙げられまた気くばりで十分防ぐことができるものですからす。……。1)溶接速度……遅すぎる(早すぎるとアンダカ(1984年7月号)26
 | <
| <  |
|  > |
> |  >>
>>