>> P.47
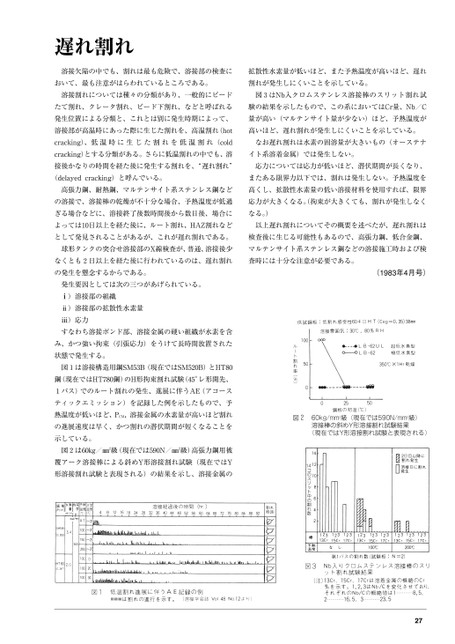
遅れ割れ溶接欠陥の中でも、割れは最も危険で、溶接部の検査に拡散性水素量が低いほど、また予熱温度が高いほど、遅れおいて、最も注意がはらわれているところである。割れが発生しにくいことを示している。溶接割れについては種々の分類があり、一般的にビード図3はNb入クロムステンレス溶接棒のスリット割れ試たて割れ、クレータ割れ、ビード下割れ、などと呼ばれる験の結果を示したもので、この系においてはCr量、Nb/C発生位置による分類と、これとは別に発生時期によって、量が高い(マルテンサイト量が少ない)ほど、予熱温度が溶接部が高温時にあった際に生じた割れを、高温割れ(hot高いほど、遅れ割れが発生しにくいことを示している。cracking)、低温時に生じた割れを低温割れ(coldなお遅れ割れは水素の固溶量が大きいもの(オーステナcracking)とする分類がある。さらに低温割れの中でも、溶イト系溶着金属)では発生しない。接後かなりの時間を経た後に発生する割れを、“遅れ割れ”応力については応力が低いほど、潜伏期間が長くなり、(delayedcracking)と呼んでいる。またある限界力以下では、割れは発生しない。予熱温度を高張力鋼、耐熱鋼、マルテンサイト系ステンレス鋼など高くし、拡散性水素量の低い溶接材料を使用すれば、限界の溶接で、溶接棒の乾燥が不十分な場合、予熱温度が低過応力が大きくなる。拘束が大きくても、割れが発生しなくぎる場合などに、溶接終了後数時間後から数日後、場合になる。)よっては10日以上を経た後に、ルート割れ、HAZ割れなど以上遅れ割れについてその概要を述べたが、遅れ割れはとして発見されることがあるが、これが遅れ割れである。検査後に生じる可能性もあるので、高張力鋼、低合金鋼、球形タンクの突合せ溶接部のX線検査が、普通、溶接後少マルテンサイト系ステンレス鋼などの溶接施工時および検なくとも2日以上を経た後に行われているのは、遅れ割れ査時には十分な注意が必要である。(1983年4月号),27図260kg/mm2級(現在では590N/mm2級)溶接棒の斜めY形溶接割れ試験結果(現在ではY形溶接割れ試験と表現される)コのスリット中の割れ数14の発生を懸念するからである。発生要因としては次の三つがあげられている。)溶接部の組織)溶接部の拡散性水素量)応力すなわち溶接ボンド部、溶接金属の硬い組織が水素を含み、かつ強い拘束(引張応力)をうけて長時間放置された状態で発生する。図1は溶接構造用鋼SM53B(現在ではSM520B)とHT80鋼(現在ではHT780鋼)のH形拘束割れ試験(45°レ形開先、1パス)でのルート割れの発生、進展に伴うAE(アコースティックエミッション)を記録した例を示したもので、予熱温度が低いほど、PCM,溶接金属の水素量が高いほど割れの進展速度は早く、かつ割れの潜伏期間が短くなることを示している。図2は60㎏/㎜2級(現在では590N/㎜2級)高張力鋼用被覆アーク溶接棒による斜めY形溶接割れ試験(現在ではY形溶接割れ試験と表現される)の結果を示し、溶接金属の
 | <
| <  |
|  > |
> |  >>
>>